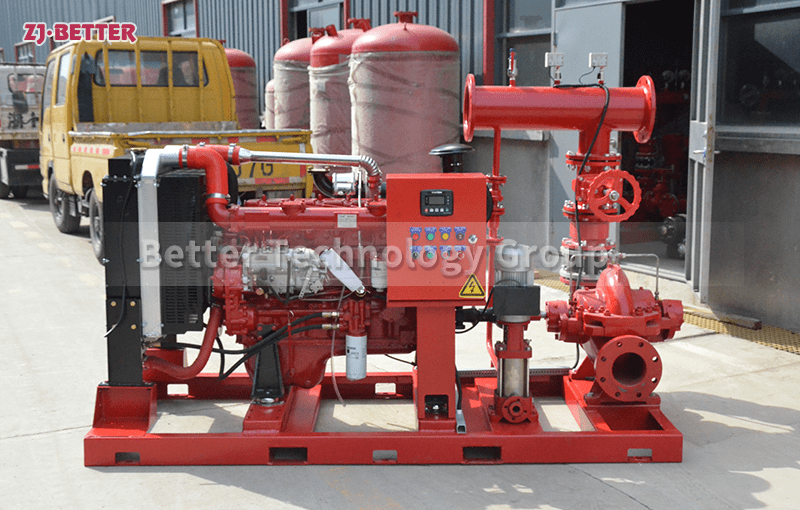
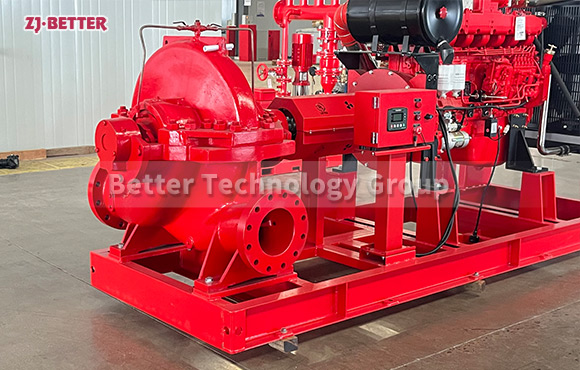
OTS heat exchanger diesel engine
OTS series single-stage centrifugal pump is the earliest single-stage single-suction centrifugal pump product launched by Better (China) Technology Group Co., Ltd.
This product combines the advantages of similar products in China and abroad, and is designed with excellent hydraulic model.
Therefore, its excellent hydraulic performance and structural characteristics ensure that users can effectively reduce the operation cost of pumps in various applications.
After more than 10 years development, BETTER PUMP has won awards including all kinds of certificates awards by governments institutional and society. As we have professional R&D team, our products has got the Certificate of Utility Model Patent and Certificate of Design Patent. And our factory has got Production License, authentication from SGS, Export License from government. We are also have many honor, the enterprise of Vice Chairman of Quzhou Network Association, the cooperative enterprise with Quzhou colleges and universities. We are also a member of Wenzhou Commerce, Quzhou disabled people internship foundation. All of our products accord with machinery industries standard JB/T5118-2001.