High Efficiency Diesel Fire Pump Unit with Smart Control Panel for Long-Term Operation
Discover the high-efficiency diesel fire pump unit with intelligent control panel designed for long-term operation. Ideal for industrial, municipal, and emergency applications with advanced safety features, remote monitoring, and fast response startup.
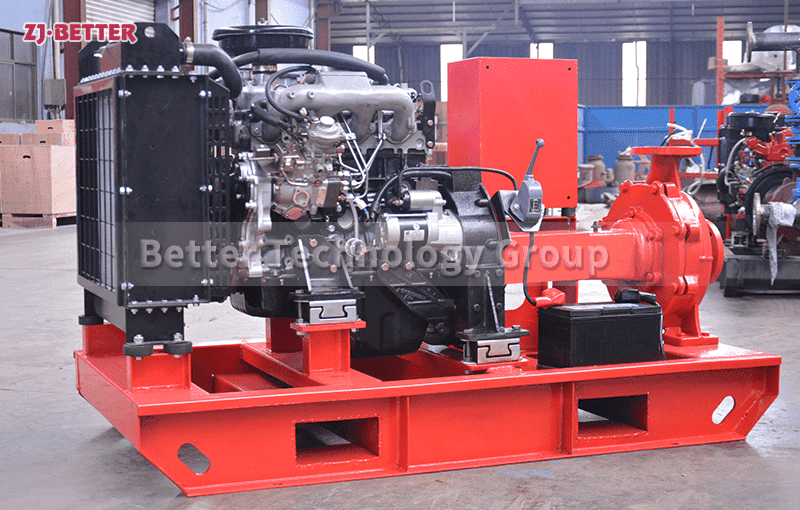
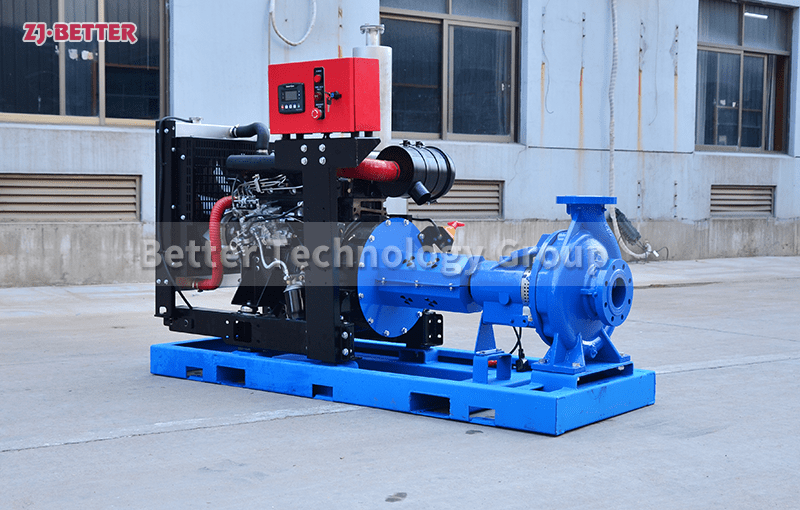
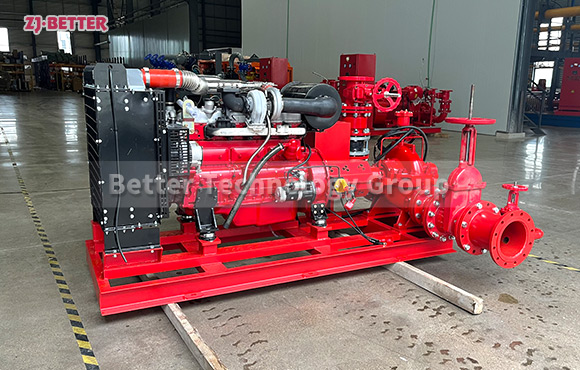
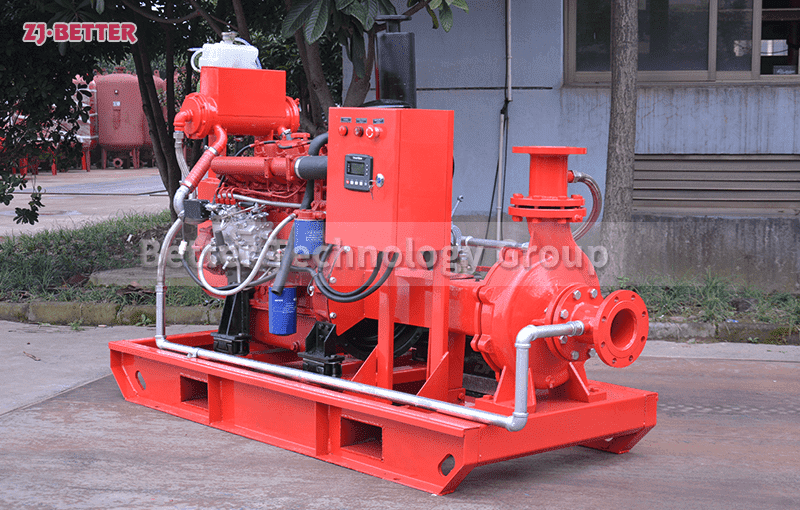
Diesel fire pumps are indispensable core equipment in fire protection systems across modern buildings, industrial facilities, and municipal infrastructure. Their performance stability and operational efficiency directly impact firefighting success rates and the safety of personnel and property during emergencies. This high-efficiency diesel fire pump unit features an integrated intelligent control panel design, specifically engineered to meet the demands of prolonged continuous operation, high-intensity tasks, and automated management. It is widely deployed in petrochemical plants, large warehouses, high-rise buildings, power stations, ports, airports, and other facilities with stringent fire safety requirements. The product’s core power source utilizes a high-performance diesel engine from an internationally renowned brand, offering robust power output and low fuel consumption. Even in scenarios such as power outages or remote areas without grid support, it ensures the fire suppression system can start and operate continuously. Additionally, the high-efficiency pump component of this unit adopts a horizontal split-case design with optimized hydraulic performance, providing a wide range of flow rates and head capabilities. The pump efficiency generally exceeds that of traditional comparable products, effectively reducing energy consumption and enhancing the overall system response speed. To adapt to various complex environments, the equipment adopts a modular design, featuring a compact overall structure and minimal footprint, making it easy to install in pump rooms, outdoor machine rooms, or trailer platforms. It is particularly suitable for emergency rescue tasks requiring mobile deployment.
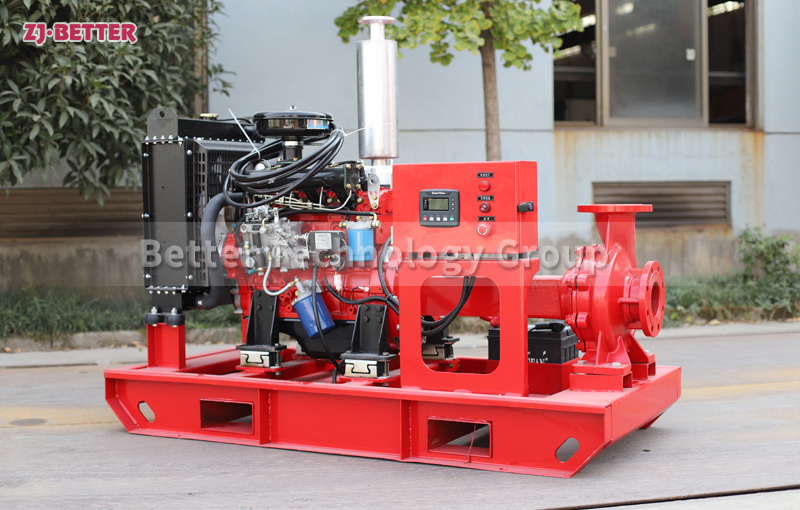
One of the standout features of this unit is its intelligent control panel system, which offers multiple functions including automatic monitoring, automatic alarms, fault diagnosis, self-protection, and automatic switching. Users can view real-time operational parameters such as engine speed, oil pressure, water temperature, voltage, and current on the local control interface. Additionally, the system can be integrated into building automation systems or SCADA platforms via remote interfaces, enabling remote start/stop operations and data analysis, thereby significantly enhancing the intelligent management capabilities of the entire fire protection system. The control system supports multi-language interfaces and multiple startup modes (automatic startup, manual startup, remote startup). Upon receiving a fire alarm signal, it can start the diesel engine and activate the water pump within 10 seconds, ensuring rapid response and significantly reducing the risk of delayed response during the initial stages of a fire.
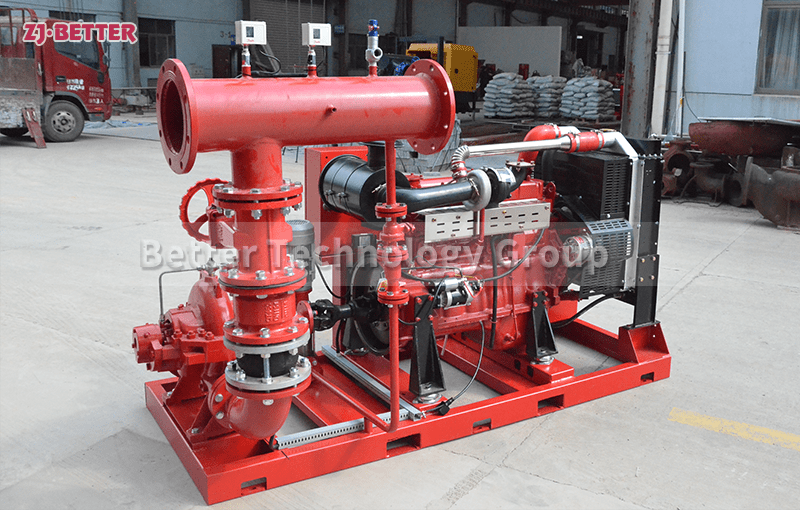
The product also prioritizes safety performance. The entire system is equipped with a series of protective measures, including overload protection, low oil pressure alarm, high water temperature alarm, overspeed protection, startup failure protection, and low fuel tank level alarm. It also supports the setup of regular no-load exercise programs to ensure the equipment remains in a state of readiness. The system complies with multiple international standards, including NFPA 20, ISO 9001, and CE certification. Some models have also obtained FM/UL certification, facilitating export to countries and regions with stringent certification requirements. Additionally, the diesel pump unit is equipped with a large-capacity fuel tank, enabling continuous operation for over 8 hours, meeting the fire safety standards for the continuous water supply capability of standby pumps. The inlet and outlet flanges seamlessly integrate with conventional fire protection piping systems, ensuring easy installation. The soundproofing device effectively reduces operational noise, making it particularly suitable for residential areas, hospitals, hotels, and other locations with strict noise control requirements.
This diesel fire pump product design balances durability and maintenance convenience. The engine, water pump, base, and electrical system all use quick-installation structures, resulting in low daily maintenance requirements and easy replacement of spare parts. Users can choose between open or soundproof enclosure structures based on the usage environment, and can also customize winter insulation heating modules and high-altitude starting assistance devices, significantly enhancing the equipment’s adaptability to extreme environments such as sub-zero temperatures, high temperatures, high humidity, and high altitudes. The entire system supports one-to-one or one-to-many interlocking configurations and can be integrated with electric pumps, sprinkler pumps, and pressure-stabilizing pumps to form a complete fire pump system, meeting the diverse needs of various industries. Compared to traditional electric fire pump systems, this diesel-driven pump does not rely on external power sources, offering higher independence and risk resistance, making it the preferred safety solution for modern high-end fire protection systems.
This unit not only boasts outstanding performance but also prioritizes operational convenience and cost control during actual use. The entire unit undergoes load testing and performance verification before shipment, ensuring customers can use it immediately upon receipt without the need for additional commissioning procedures; Additionally, it provides detailed installation manuals, operating guides, and video tutorials, complemented by remote technical support and spare parts services, forming a comprehensive pre-sales, sales, and after-sales service system that significantly enhances user satisfaction and the lifecycle value of the equipment.
In summary, this high-efficiency diesel fire pump unit not only leads the market in terms of power system, pump performance, intelligent control, safety protection, and ease of use, but also adopts a modular, standardized, and intelligent design philosophy to create a comprehensive fire protection solution suitable for various application scenarios, featuring extremely high reliability and low operating costs. It is an ideal choice for global customers seeking high-performance fire protection solutions. Whether for new project installations or upgrades to existing systems, this equipment fully leverages its product advantages in efficiency, stability, intelligence, and safety to provide a robust safeguard for users’ life and property safety.
For more technical specifications, selection options, or customization services, please visit the company’s official website at www.119pump.com.