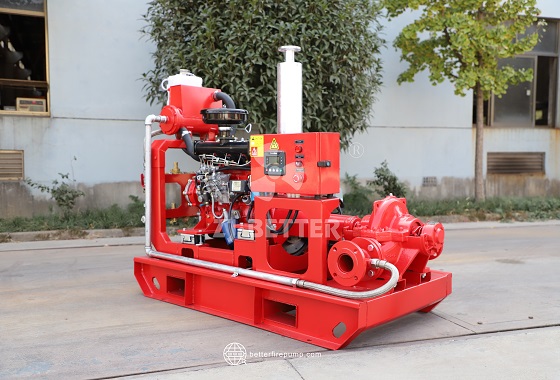
The intelligent fire-fighting diesel pump system integrates a diesel engine, a fire-fighting centrifugal pump, an intelligent control cabinet, and remote monitoring functions. It boasts advantages such as automatic start-up, independent power, continuous water supply, intelligent monitoring, remote management, and high reliability. The product is widely used in industrial plants, high-rise buildings, petrochemical plants, data centers, airports, ports, and municipal fire protection projects. It provides efficient, stable, and safe emergency fire-fighting water supply solutions for modern fire-fighting water supply systems, meeting the application needs of intelligent fire protection and large-scale fire protection projects.