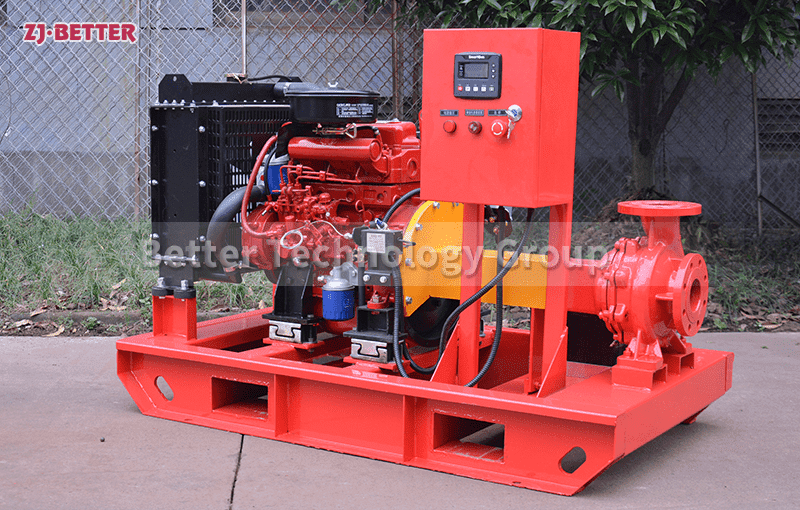
Advantages of Diesel Engine Fire Pumps
The diesel engine fire pump has automatic, manual and fault self-inspection functions. It can monitor the working status of the whole process, restore the fault start, automatic pre-lubrication and preheating automatic restart function, and make the equipment start safer and more reliable. It has the functions of central control room remote control, remote transmission control and field bus connection. The battery is fully automatic floating charging (constant current, constant voltage, trickle charging) mode to ensure that the battery is in a standby state at any time. The diesel engine fire pump is easy to use, equipped with remote transmission meters and meters, which can be connected to the control center as needed, easy to install and use, and easy to maintain.
1. The function of the diesel fire pump is very powerful. We can set the control time during use, for example: preheating in advance, pre-lubrication or timing start. The use of high technology has made some complicated and time-consuming things easier. The preheating setting in advance has greatly reduced the preparation time for rescue, allowing firefighters to rescue at the first time. In the face of disasters, time is money, time It is life.
2. By adjusting the speed of the engine, the head and flow can be controlled, and the height and size of the water flow will become easier to control. When the nozzle is in a stable state, we can accurately spray water at the fire point to extinguish the fire by controlling the engine, which also reduces the difficulty of firefighters’ rescue.