Diesel engine fire pump has a high degree of automation
The fire pumps used in the complete set of diesel engine fire pumps can be the IS series single-stage type and the S and D series segmental multi-stage type produced by our company. The diesel engine fire pumps used in this series of equipment are made of domestic or imported high-quality products. They have the characteristics of good starting characteristics, strong overload capacity, compact structure, convenient maintenance, simple use, and high degree of automation. They are advanced and reliable fire-fighting equipment.
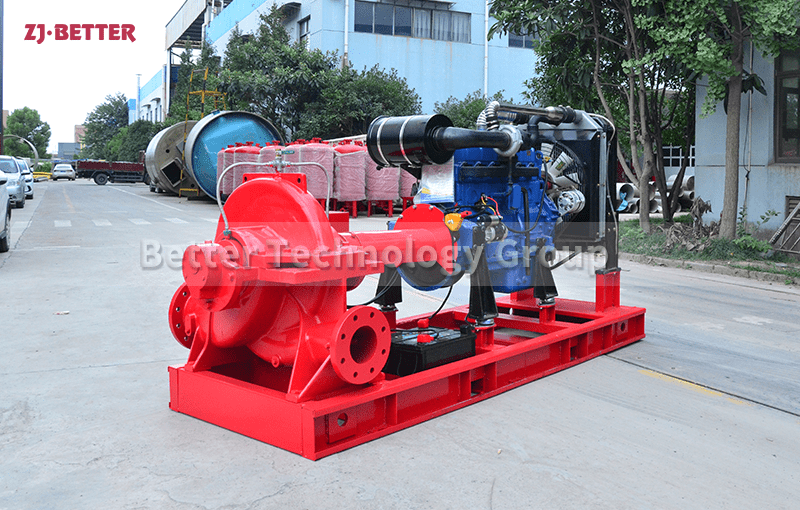
Diesel engine fire pump unit is a kind of pump equipment that is widely used in fire protection, and it is more suitable for mobile work in fire pumps. In fact, it is driven by a diesel engine connected to the pump head of the fire pump. Compared with motor drive, it can be used in the field, mines, and places lacking power supply. It is also called a diesel engine pump or a diesel engine fire pump unit.