Diesel Engine Vertical Turbine Pump Test
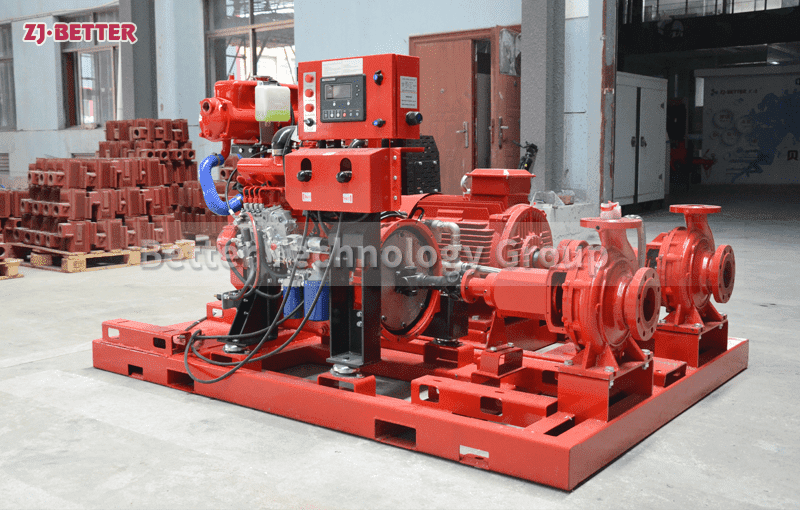
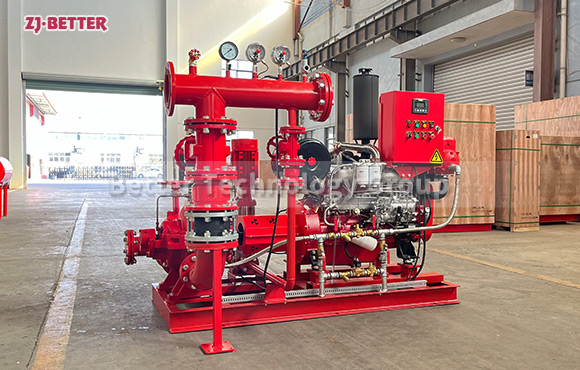
We manufacture in strict accordance with customer requirements. All products will be tested before leaving the factory to ensure that there are no problems. The design meets the national standard of general packaging, meets customer needs, and standard handling and transportation.
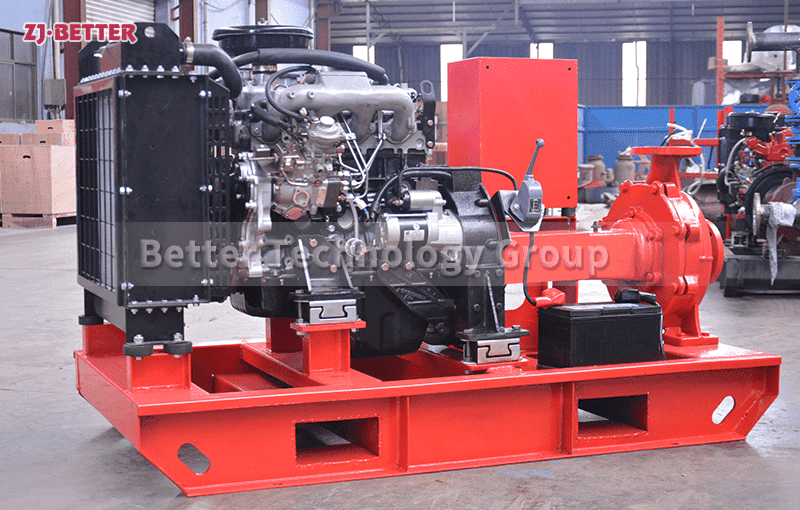
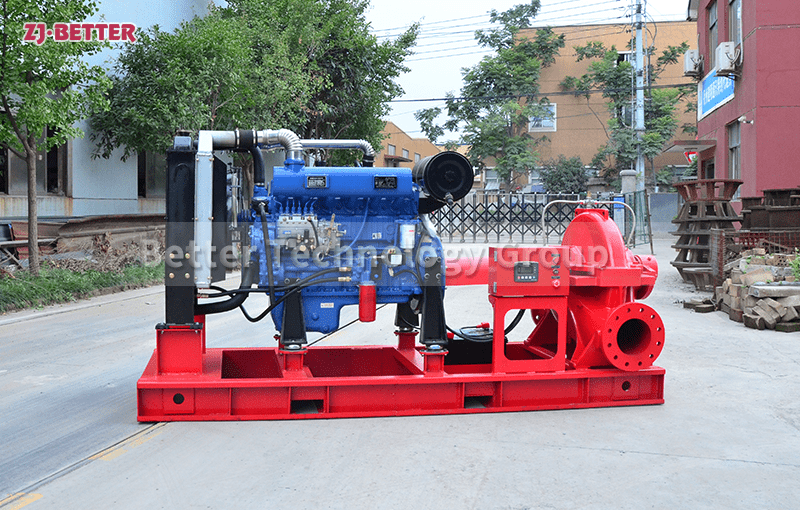
Vertical turbine pump is a kind of centrifugal pump. From the perspective of centrifugal pump, it is improved from the performance of submerged pump. The pump can be used to transport rainwater, iron oxide water, sewage, corrosive Industrial wastewater, seawater and other liquids. Widely used in water companies, sewage treatment plants, steel plants, mines and other industrial and mining enterprises, as well as municipal water supply and drainage, farmland irrigation, flood control and drainage projects.