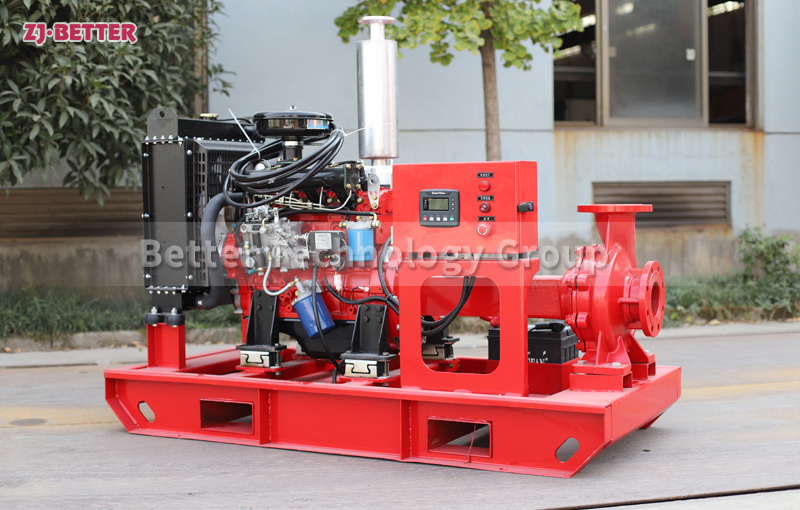
What Are the Unique Energy Efficiency and Power-Saving Advantages of This Diesel Fire Pump?
This diesel fire pump is designed to deliver outstanding energy efficiency, offering the perfect balance between high performance and cost-effective operation. With an advanced fuel injection system and precise power control technology, the pump provides strong power output while significantly reducing fuel consumption, enhancing operational cost savings. Whether it’s for large industrial facilities, commercial buildings, or emergency response in extreme conditions, this fire pump ensures stable, reliable operation, guaranteeing efficient fire suppression and water supply. Additionally, its robust and durable construction minimizes equipment wear, extending service life and reducing maintenance frequency, helping users achieve long-term sustainable performance.
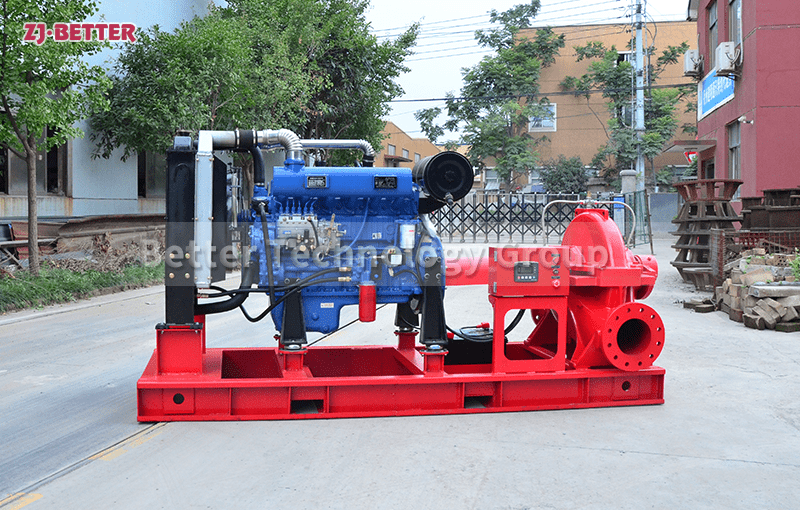
We specialize in the development and production of high-performance fire pumps, including electric fire pumps, diesel engine fire pumps, and sprinkler pumps, offering reliable firefighting solutions for various applications. With advanced technology, energy-efficient designs, and intelligent control systems, our products excel in quality, stability, and durability, earning the trust of customers worldwide. Moving forward, we remain committed to technological innovation and exceptional service to enhance global fire safety.