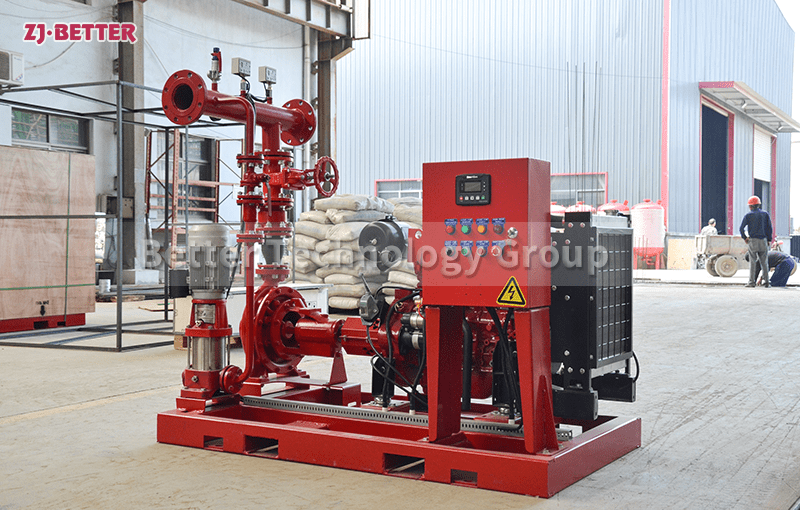
Standard diesel fire pump with control cabinet
Diesel engine fire pumps are relatively common in life, and their performance requirements are relatively high. In ordinary use, more attention should be paid to maintenance, so as to prolong the service life of the pump. Because diesel fire pumps are not omnipotent, there will be some problems in daily use, so when choosing equipment, we must pay attention to whether the quality of the equipment meets the national standards. As fire equipment, all kinds of equipment must be To ensure performance, avoid affecting use in disaster situations and delaying rescue.
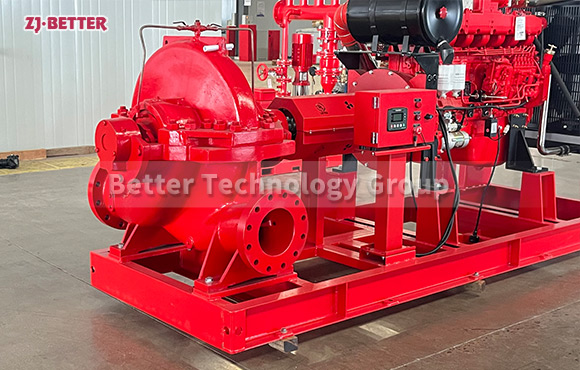
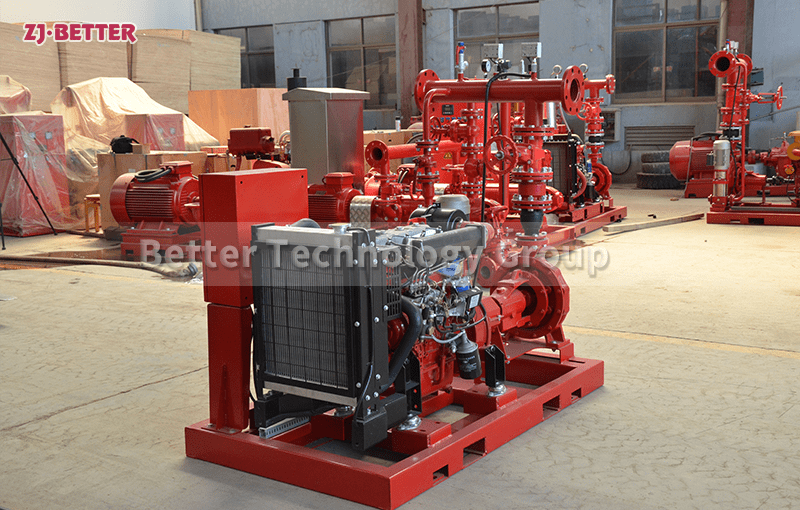
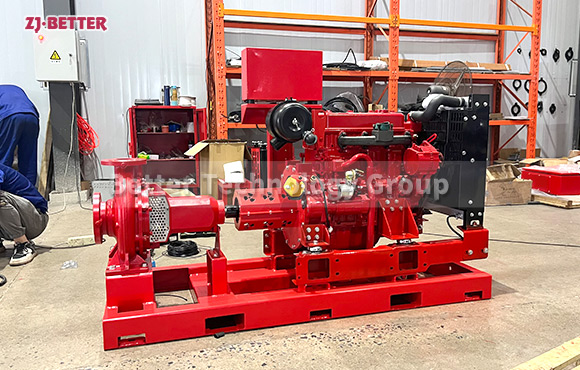
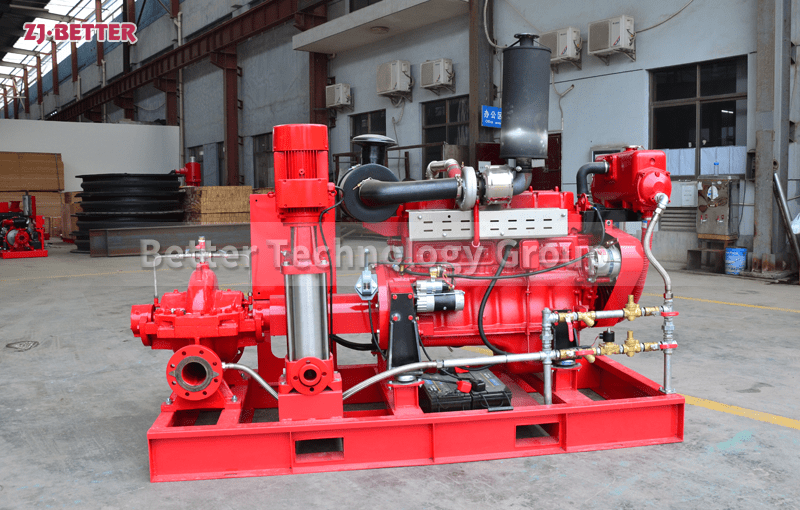
XBC basic unit consists of diesel engine, chassis, cooling refrigerator and fan, high elastic coupling, water pump, diesel tank and control panel and other equipment. The water pump is directly connected with the diesel engine through a highly elastic coupling or a diaphragm coupling, and is jointly installed on the common channel steel chassis.
Cooling of the engine The cooling water tank is cooled by the engine-driven fan. The entire cooling system forms a closed loop, and the water tank is also installed on the chassis. The control panel and the unit are separated, and the two are connected by control cables, signal cables and power cables. The fuel tank of the unit with diesel engine power below 200kw is directly installed on the unit, and the unit greater than 200kW adopts the split fuel tank. The basic unit is suitable for fire protection systems with an inverted water source.