

Essential for Industrial Sites: Heavy-Duty Diesel Fire Pump System Solutions
The heavy-duty diesel fire pump system is engineered for industrial applications, offering independent power, high flow/head capacity, modular design, and smart controls. Ideal for factories, chemical plants, warehouses, and ports, it ensures reliable and efficient fire protection in challenging environments.
In industrial production and warehousing environments, fire risks are ever-present. Responding rapidly and effectively to fire emergencies is critical for protecting both personnel and assets. The heavy-duty diesel fire pump system is specifically designed for demanding conditions, delivering high performance and unmatched reliability for industrial fire safety.
1. Independent Power Supply — Reliable Even During Power Outages
Powered by a diesel engine, the system operates independently of the main power grid. It can start instantly during blackouts, power failures, or remote field operations—ensuring immediate firefighting response when every second counts.
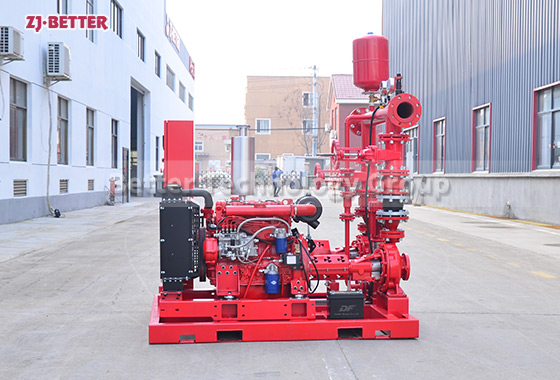
2. Robust Power — High Flow and High Head Capabilities
Equipped with a high-horsepower industrial diesel engine, the pump delivers large flow rates and high heads, easily meeting the water demand of factories, chemical plants, and large warehouses, significantly improving fire suppression efficiency.
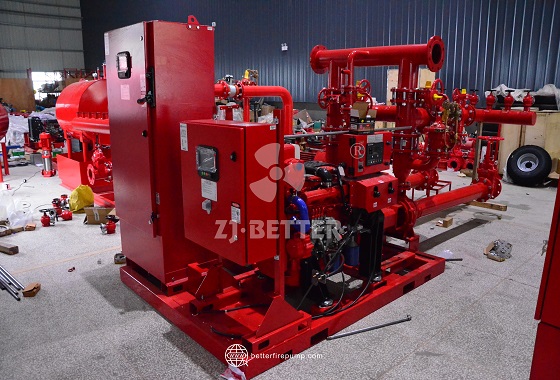
3. Modular Design — Easy Installation and Maintenance
With an integrated base frame and compact design, the system is easy to install and takes up minimal space. The centralized control panel simplifies operations and maintenance, lowering overall running costs.
4. Compliant with International Fire Standards
This equipment conforms to major standards such as NFPA 20. Optional UL certified pump models are available, meeting the high-quality demands of export and international engineering projects.
5. Versatile Applications — Customization Available
Whether used in high-temperature, dusty steel mills or humid, corrosive seaports, the diesel fire pump system performs reliably. It supports customization in flow, head, automation, and remote monitoring to perfectly match specific working conditions.
6. Smart Control Panel — Peace of Mind with Remote Monitoring
The intelligent control system supports automatic start/stop, fault alarms, operation history, and GPRS/4G remote access. Users can monitor real-time pump status via mobile or PC anytime, anywhere.
More than just a device, the heavy-duty diesel fire pump is a fully integrated firefighting solution engineered for industrial safety. In complex and high-risk scenarios, it acts as a steadfast “fire barrier” to protect operations with professional-grade reliability.






















管道泵(不锈钢304316L).jpg)









