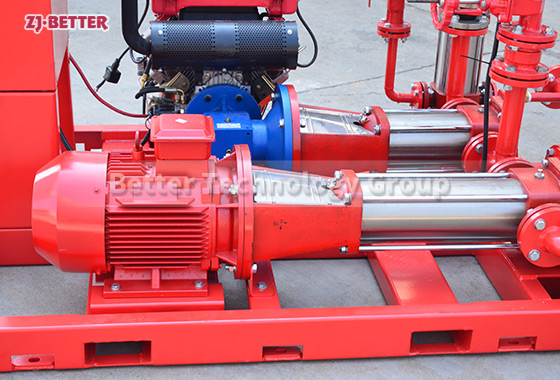
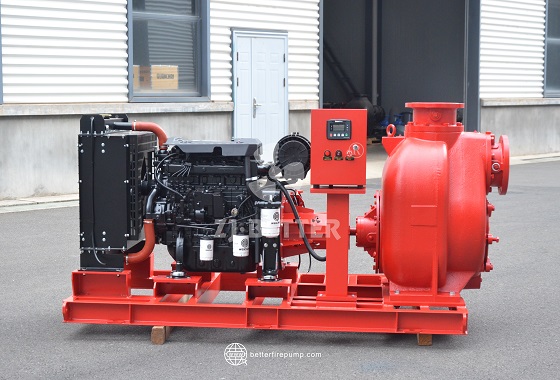
Components of an electric fire pump set
Application Scope
Equipment for warehouses, docks, airports, petrochemical, power plants, liquefied gas, textiles, ships, oil tankers and other occasions of a fire service.
Using Instruction
Altitude: ≤ 1000m;
Ambient temperature: +5 °C ~ +40 °C;
Relative humidity: <= 90%.
1. Electric pump, can use single stage pump, horizontal split case pump, end suction pump, multistage pump, material can be cast iron, stainless steel, and bronze impeller
2. Jockey pump, horizontal or vertical, capacity will be small, but head should be higher than electric and diesel engine pump
Jockey material casing :cast iron ,shaft and impeller SS304
3. Control panel: Auto Control of electric pump, and Jockey Pump with overload, over current protection
4. Accessories: check valve, gate valve, pressure vessel, generally 0.6mpa, 1.0mpa, 1.6mpa, Pressure Gauge, Pressure Sensor, Common Pipe for Suction and Discharge, Flexible Joints and Flanges, Common Base plant
Earthquake-resistant electrical contact pressure gauges are equipped with buffer valves at the pressure gauges and interfaces to reduce pressure fluctuations caused by false alarm signals of the pump
Flexible Joints the material is rubber, shock absorption, noise reduction, the vibration is relatively large when the pump is started, if it is a rigid connection, it is easy to pull off, and the rubber joint can absorb the vibration generated by the pump or valve, which is convenient for pipeline connection