Protected Canopy Diesel Fire Pump for Harsh Environment Applications
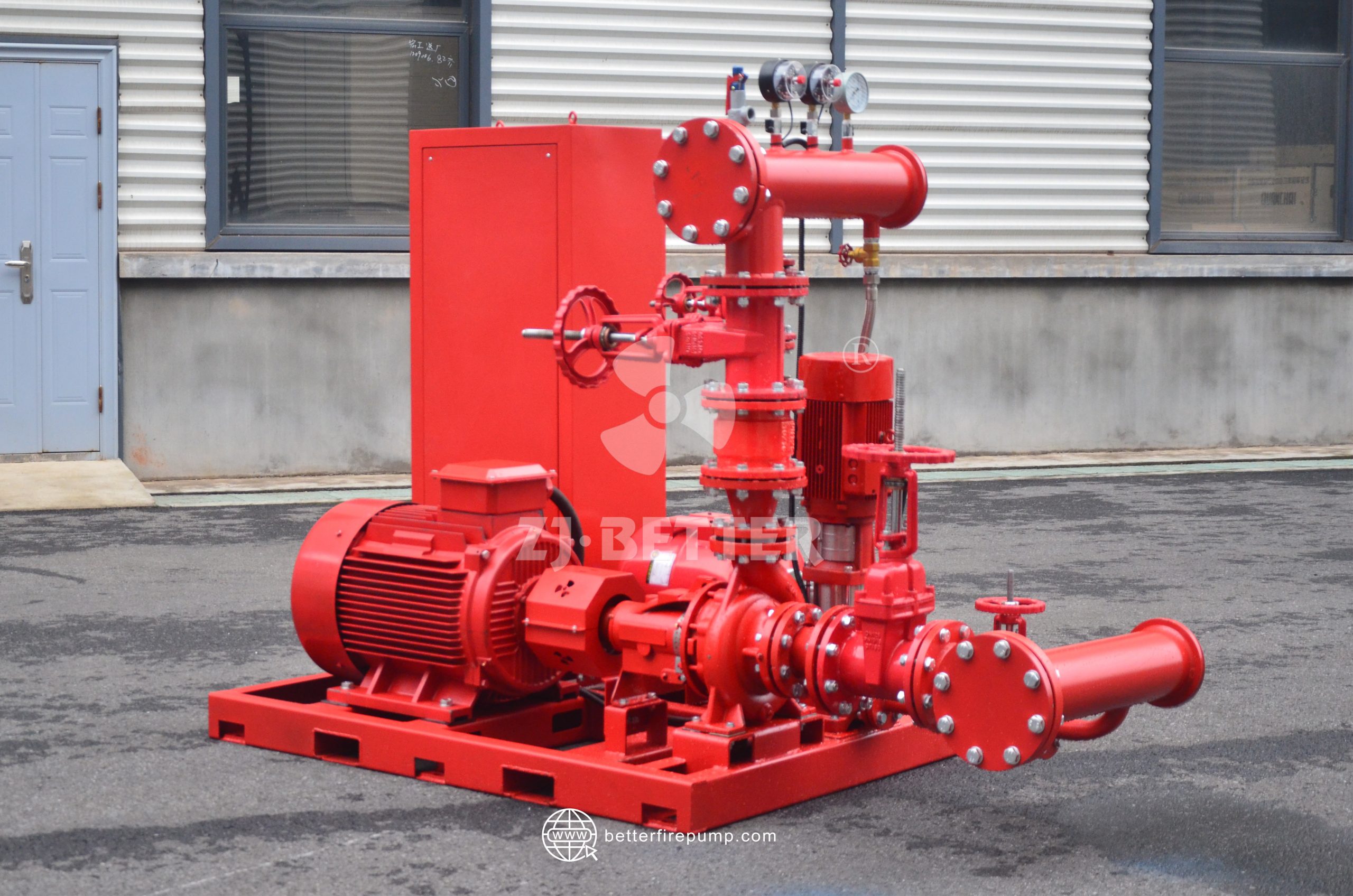
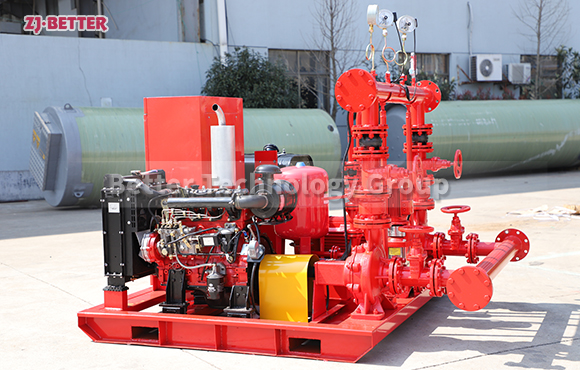
The protective box-type diesel fire pump is designed for harsh environments. It adopts a fully enclosed protective structure and a high-performance diesel power system, and has high reliability, low noise, automatic control, fast start-up and stable large flow output capabilities. It is suitable for fire protection systems in industrial plants, warehousing and logistics, petrochemical, commercial complexes and areas without power supply. It meets multiple international standards and ensures the safe and stable operation of projects.
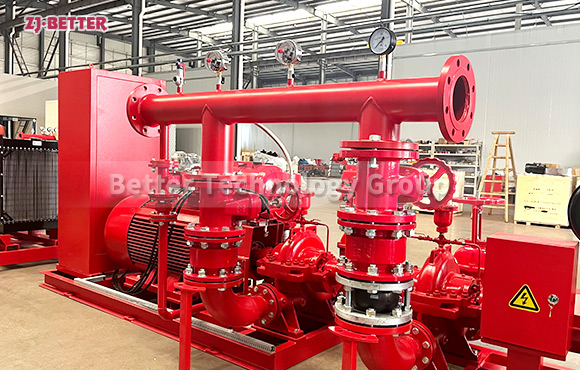
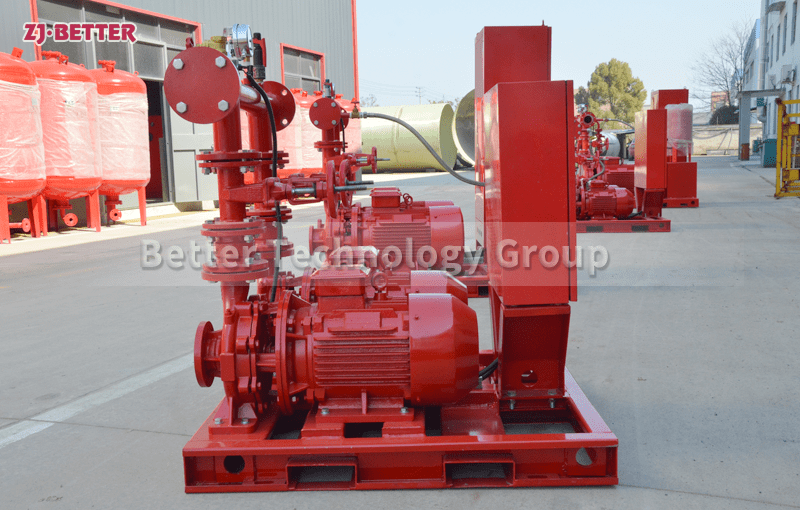
Protective box-type diesel fire pumps meet the needs of harsh environments. Developed for complex outdoor conditions and high reliability requirements, these complete fire-fighting water supply systems are widely used in industrial parks, petrochemical projects, mining projects, ports, municipal infrastructure, and large construction sites. These fire pump units feature a fully enclosed box-type structure, integrating the diesel power system, pump body, cooling system, fuel system, electrical control system, and exhaust silencer onto a single steel base platform. This ensures strong power output while significantly improving the overall protection and environmental adaptability. Its core advantage lies in its independent diesel drive, allowing for operation without external power. Even in the event of a sudden power outage or unstable power supply, it can quickly resume operation, providing a continuous and stable water supply for the fire protection system. This is particularly suitable for areas without power or projects with extremely high power reliability requirements. The outer casing is made of high-strength steel plate and treated with anti-corrosion coating, effectively resisting rainwater erosion, dust pollution, and aging caused by long-term ultraviolet radiation, extending the overall service life of the equipment. The internal structure is scientifically planned to ensure smooth airflow and a highly efficient cooling system, maintaining stable operation even in high-temperature environments. The diesel engine, rigorously designed and matched, features rapid start-up, ample torque, and strong continuous operation capability, reaching rated speed quickly to meet the rapid response requirements of fire protection systems. Compared to electric fire pumps, diesel drive offers greater independence and reliability in emergency scenarios, making it the preferred backup power solution for many industrial projects. The fire pump body adopts a high-efficiency hydraulic model design, with optimized impeller and flow channel calculations to achieve high-efficiency operation under rated flow and head conditions, ensuring stable output pressure and sufficient flow to meet the water supply needs of various fire protection equipment such as automatic sprinkler systems, fire hydrant systems, and water cannon systems. To adapt to long-distance water transmission or high-rise building water supply needs, the equipment can be customized according to actual project parameters, providing different flow and head combinations to ensure a reasonable overall system matching. The box-type structure not only provides basic protection against rain, dust, and wind, but also effectively reduces operating noise through built-in sound-absorbing materials and a reasonable exhaust design, making the equipment more environmentally friendly and quiet when used near residential or commercial areas. The control system features an intelligent design, equipped with an automatic control cabinet that integrates start-up control, operation monitoring, fault alarm, and data recording functions. It allows for automatic and manual mode switching. When the fire protection system detects abnormal pressure or a fire signal, the equipment automatically starts and enters working mode, reducing manual intervention time and improving emergency response efficiency. Some models also support remote monitoring interfaces, allowing connection to the building’s fire control center for centralized management and real-time monitoring, enhancing overall management capabilities. The side door of the enclosure is openable for easy daily maintenance and repair. The internal layout of key components is clear, and ample maintenance space allows technicians to quickly complete routine maintenance tasks such as filter replacement, lubrication system inspection, and electrical wiring checks. The base uses an integral welded structure with strong load-bearing capacity. Installation only requires foundation fixing, reducing on-site construction complexity. The fuel system has a reasonable capacity design to meet the needs of long-term continuous operation, suitable for large-scale fire fighting or long-term emergency water supply scenarios. The cooling system uses a high-efficiency radiator and forced air cooling design, maintaining a stable temperature even in high-temperature environments or under continuous high-load operation, preventing overheating and performance degradation. The entire unit undergoes rigorous testing before leaving the factory, including pressure testing, performance testing, and operational stability testing, to ensure that all parameters meet design requirements. This type of protective box-type diesel fire pump not only boasts excellent performance but also features a reinforced structural safety design. The box structure possesses good impact resistance, capable of withstanding a certain degree of external impact during transportation and on-site use, making it suitable for frequent relocation or temporary deployment scenarios. For high-risk industries such as petrochemicals, energy, power, and mining, a stable and reliable fire protection system is crucial, and box-type diesel fire pumps with independent power and high protection levels can play a vital role in critical moments. Its modular design concept makes the equipment more convenient for transportation, installation, and maintenance, shortening project construction cycles and reducing overall costs. From a long-term operational perspective, the diesel power system has a reasonable maintenance cycle, highly interchangeable spare parts, and controllable maintenance costs. The equipment is designed with environmental adaptability in mind, allowing operation in high-temperature, low-temperature, humid, or dusty environments. By appropriately selecting auxiliary systems, its weather resistance can be further enhanced. For engineering projects or temporary construction sites far from urban areas, this equipment can be used as a main fire pump or a backup pump, building a complete fire water supply guarantee system. Through scientific selection and standardized installation, the protective box-type diesel fire pump can provide continuous and stable water pressure support for various complex engineering environments, effectively reducing fire risks and improving overall safety levels. In summary, with its powerful independent power, high-efficiency hydraulic performance, fully enclosed protective structure, intelligent control system, and convenient maintenance, this product has become a highly competitive fire water supply solution in harsh environment applications, building a reliable safety barrier for industrial and municipal projects.