Low-Vibration Motor Fire Pump for Reliable Protection of Critical Facilities
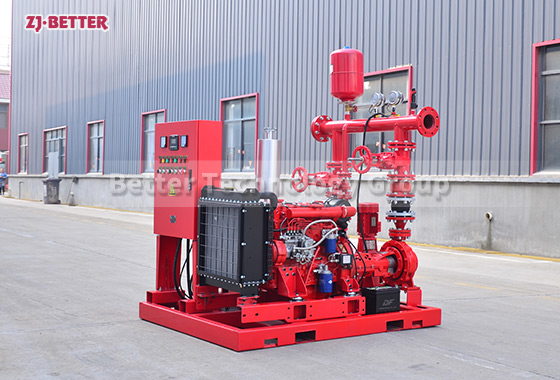
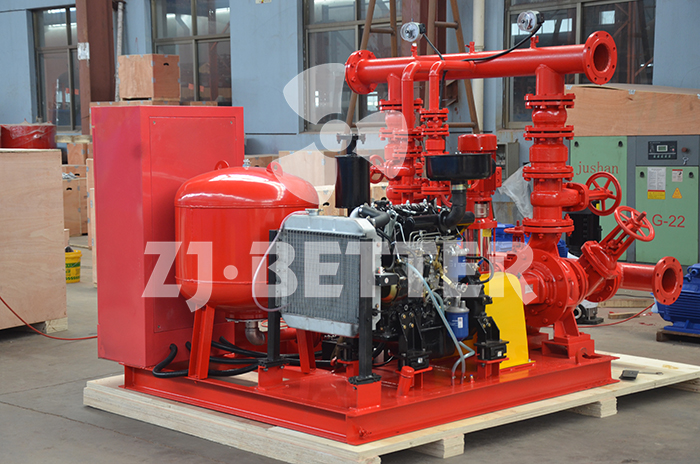
The stable-operation, low-vibration motor fire pump equipment is designed specifically for fire protection systems of critical facilities. It features high efficiency, large flow rate, high head, and low noise operation. It adopts an optimized hydraulic structure and industrial-grade motor configuration to ensure rapid start-up and continuous and stable water supply. It is widely applicable to fire protection engineering projects such as high-rise buildings, data centers, hospitals, and industrial plants.
The stable, low-vibration motor-driven fire pump equipment ensures the safety of critical facilities. It is a highly reliable water supply device specifically designed for high-standard fire protection systems, widely used in high-rise buildings, data centers, hospitals, commercial complexes, industrial plants, warehousing and logistics centers, power facilities, and municipal engineering projects—places with extremely high fire safety requirements. Its core advantage lies in achieving low vibration, high stability, and continuous reliable operation through optimized structural design and precision manufacturing processes. It can quickly start and continuously output stable pressure and sufficient flow at critical moments in a fire, providing a solid water source guarantee for automatic sprinkler systems, fire hydrant systems, and other fire-fighting terminal equipment. The pump adopts a horizontal single-stage or multi-stage centrifugal structure design. The pump body flow channel has been optimized using an advanced hydraulic model, resulting in a smooth and efficient internal structure that effectively reduces hydraulic losses and improves overall operating efficiency. This allows the equipment to maintain high-efficiency output under rated operating conditions while possessing a good flow regulation range to adapt to the pressure requirements of different building heights and complex pipe network systems. The motor uses a high-performance industrial-grade motor with excellent insulation and protection levels, enabling long-term stable operation in high-temperature, high-humidity, and dusty environments. Combined with a precision dynamically balanced impeller and a high-strength pump shaft design, vibration and noise levels during operation are significantly reduced, minimizing mechanical wear. To minimize damage and extend equipment lifespan, the base is constructed from a single welded steel structure, undergoing rigorous anti-corrosion treatment and rigidity reinforcement design. This ensures the unit remains stable during operation, reducing the impact of resonance on the pump body and piping system. It also provides a reliable foundation for equipment installation, guaranteeing structural stability over extended periods. In terms of performance, this motor-driven fire pump boasts high flow rate, high head, rapid response, and long-term continuous operation capabilities. It can quickly start and establish stable water supply pressure when system pressure falls below the set value, ensuring sufficient water supply to the fire protection system during the critical initial stages of a fire. It also features high hydraulic efficiency and relatively low operating energy consumption. While ensuring safety, this system also considers energy conservation, making it particularly suitable for building projects requiring long-term standby and sensitive to operating costs. The control system is equipped with an intelligent control cabinet, supporting automatic start, manual control, remote signal interface, operating status display, and fault alarm functions. It can be linked with building fire alarm systems for centralized monitoring and management. The system incorporates multiple electrical protection functions, including overload protection, short circuit protection, phase loss protection, and voltage abnormality protection, preventing motor damage under abnormal conditions and improving overall safety. The equipment is designed with low vibration requirements in mind, utilizing high-precision alignment and high-quality couplings to reduce vibration. The impact force during power transmission makes the bearing load more even and the operation more stable. Wear-resistant, high-quality bearings are selected, along with a reasonable lubrication structure design, ensuring stable performance even under high speed and long-term operation. The sealing system can be selected from mechanical seals or packing seals depending on the operating environment, ensuring good sealing effect of the pump body under high pressure and preventing leakage from affecting the system. The overall unit has a compact structure and reasonable footprint, suitable for pump room environments with limited space, while reserving ample maintenance space for convenient daily maintenance and periodic upkeep. Maintenance personnel can quickly complete bearing inspections, seal replacements, and electrical system testing, reducing downtime and improving equipment availability. Addressing the high requirements of critical facilities for the stability and reliability of fire protection systems, this motor-driven fire pump undergoes rigorous performance and continuous operation testing before leaving the factory, including flow rate testing, head testing, pressure stability testing, and vibration testing, ensuring that all parameters meet design standards and possess good operational stability. In practical applications, this equipment can maintain stable pressure even when multiple points are using water simultaneously, avoiding system fluctuations caused by instantaneous flow rate changes, thereby improving the overall safety and response efficiency of the fire protection system. Especially in critical facilities such as data centers and hospitals, its low vibration characteristics are particularly advantageous. This equipment helps reduce the impact on precision and medical equipment, ensuring the continuous operation of core businesses. In industrial plants and warehousing and logistics centers, it can handle the instantaneous high flow demands of large-area sprinkler systems during startup, ensuring stable pressure at the end nozzles for rapid and effective fire suppression. In municipal and public infrastructure projects, this motor-driven fire pump can be configured as a main or backup pump, forming a multi-layered protection structure with other pump sets to improve the redundancy of the overall fire water supply system. From a long-term operational perspective, the low-vibration design not only reduces mechanical wear and failure rates but also lowers maintenance frequency and replacement costs, increasing the equipment’s life-cycle value. With low operating noise, it is suitable for installation in the interior areas of buildings with high requirements for environmental noise control, improving user comfort and environmental quality. Overall, the stable operation low-vibration motor fire pump equipment achieves comprehensive improvement in performance, stability and safety through the organic combination of efficient hydraulic structure design, precision manufacturing process, intelligent control system and heavy-duty base structure. It can provide continuous and reliable fire water supply support in various complex application scenarios, build a solid fire safety defense line for critical facilities, respond quickly in the face of sudden fire and maintain stable operation for a long time. It is one of the essential equipment in modern building and industrial fire protection systems.The stable, low-vibration motor-driven fire pump equipment ensures the safety of critical facilities. It is a highly reliable water supply device specifically designed for high-standard fire protection systems, widely used in high-rise buildings, data centers, hospitals, commercial complexes, industrial plants, warehousing and logistics centers, power facilities, and municipal engineering projects—places with extremely high fire safety requirements. Its core advantage lies in achieving low vibration, high stability, and continuous reliable operation through optimized structural design and precision manufacturing processes. It can quickly start and continuously output stable pressure and sufficient flow at critical moments in a fire, providing a solid water source guarantee for automatic sprinkler systems, fire hydrant systems, and other fire-fighting terminal equipment. The pump adopts a horizontal single-stage or multi-stage centrifugal structure design. The pump body flow channel has been optimized using an advanced hydraulic model, resulting in a smooth and efficient internal structure that effectively reduces hydraulic losses and improves overall operating efficiency. This allows the equipment to maintain high-efficiency output under rated operating conditions while possessing a good flow regulation range to adapt to the pressure requirements of different building heights and complex pipe network systems. The motor uses a high-performance industrial-grade motor with excellent insulation and protection levels, enabling long-term stable operation in high-temperature, high-humidity, and dusty environments. Combined with a precision dynamically balanced impeller and a high-strength pump shaft design, vibration and noise levels during operation are significantly reduced, minimizing mechanical wear. To minimize damage and extend equipment lifespan, the base is constructed from a single welded steel structure, undergoing rigorous anti-corrosion treatment and rigidity reinforcement design. This ensures the unit remains stable during operation, reducing the impact of resonance on the pump body and piping system. It also provides a reliable foundation for equipment installation, guaranteeing structural stability over extended periods. In terms of performance, this motor-driven fire pump boasts high flow rate, high head, rapid response, and long-term continuous operation capabilities. It can quickly start and establish stable water supply pressure when system pressure falls below the set value, ensuring sufficient water supply to the fire protection system during the critical initial stages of a fire. It also features high hydraulic efficiency and relatively low operating energy consumption. While ensuring safety, this system also considers energy conservation, making it particularly suitable for building projects requiring long-term standby and sensitive to operating costs. The control system is equipped with an intelligent control cabinet, supporting automatic start, manual control, remote signal interface, operating status display, and fault alarm functions. It can be linked with building fire alarm systems for centralized monitoring and management. The system incorporates multiple electrical protection functions, including overload protection, short circuit protection, phase loss protection, and voltage abnormality protection, preventing motor damage under abnormal conditions and improving overall safety. The equipment is designed with low vibration requirements in mind, utilizing high-precision alignment and high-quality couplings to reduce vibration. The impact force during power transmission makes the bearing load more even and the operation more stable. Wear-resistant, high-quality bearings are selected, along with a reasonable lubrication structure design, ensuring stable performance even under high speed and long-term operation. The sealing system can be selected from mechanical seals or packing seals depending on the operating environment, ensuring good sealing effect of the pump body under high pressure and preventing leakage from affecting the system. The overall unit has a compact structure and reasonable footprint, suitable for pump room environments with limited space, while reserving ample maintenance space for convenient daily maintenance and periodic upkeep. Maintenance personnel can quickly complete bearing inspections, seal replacements, and electrical system testing, reducing downtime and improving equipment availability. Addressing the high requirements of critical facilities for the stability and reliability of fire protection systems, this motor-driven fire pump undergoes rigorous performance and continuous operation testing before leaving the factory, including flow rate testing, head testing, pressure stability testing, and vibration testing, ensuring that all parameters meet design standards and possess good operational stability. In practical applications, this equipment can maintain stable pressure even when multiple points are using water simultaneously, avoiding system fluctuations caused by instantaneous flow rate changes, thereby improving the overall safety and response efficiency of the fire protection system. Especially in critical facilities such as data centers and hospitals, its low vibration characteristics are particularly advantageous. This equipment helps reduce the impact on precision and medical equipment, ensuring the continuous operation of core businesses. In industrial plants and warehousing and logistics centers, it can handle the instantaneous high flow demands of large-area sprinkler systems during startup, ensuring stable pressure at the end nozzles for rapid and effective fire suppression. In municipal and public infrastructure projects, this motor-driven fire pump can be configured as a main or backup pump, forming a multi-layered protection structure with other pump sets to improve the redundancy of the overall fire water supply system. From a long-term operational perspective, the low-vibration design not only reduces mechanical wear and failure rates but also lowers maintenance frequency and replacement costs, increasing the equipment’s life-cycle value. With low operating noise, it is suitable for installation in the interior areas of buildings with high requirements for environmental noise control, improving user comfort and environmental quality. Overall, the stable operation low-vibration motor fire pump equipment achieves comprehensive improvement in performance, stability and safety through the organic combination of efficient hydraulic structure design, precision manufacturing process, intelligent control system and heavy-duty base structure. It can provide continuous and reliable fire water supply support in various complex application scenarios, build a solid fire safety defense line for critical facilities, respond quickly in the face of sudden fire and maintain stable operation for a long time. It is one of the essential equipment in modern building and industrial fire protection systems.