Well Submersible Pump: Firefighting Solution for Narrow Spaces and Deep Water Sources
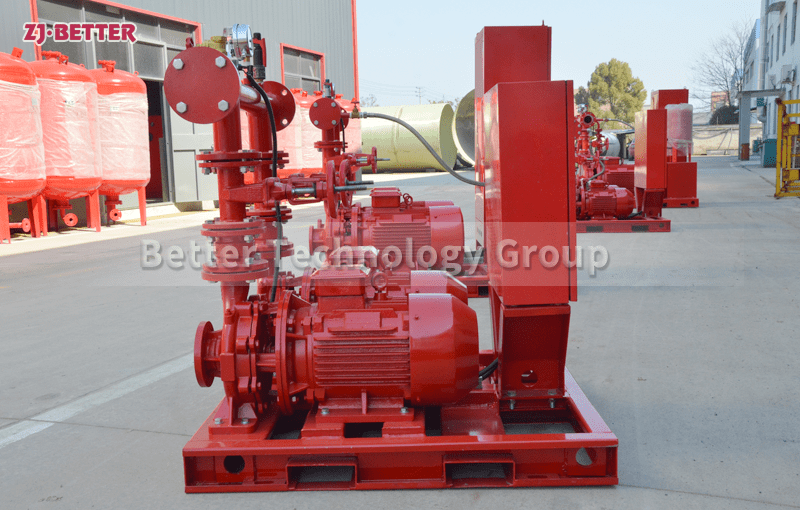
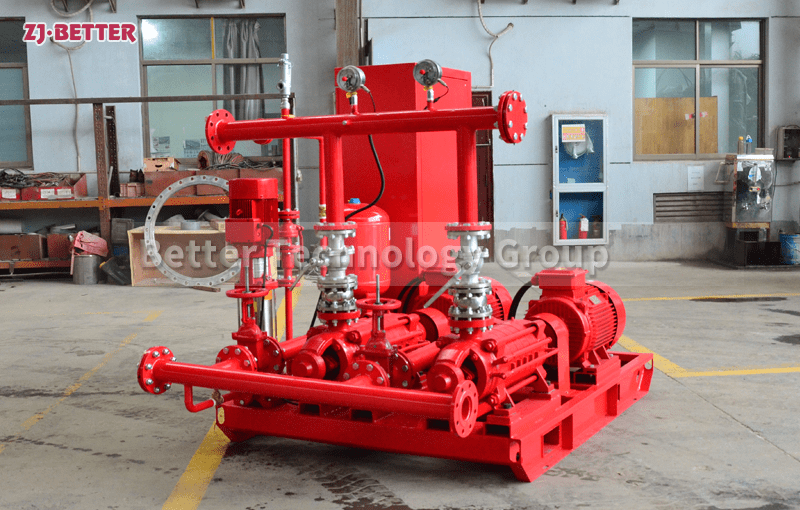
Deep well submersible pumps are designed for narrow spaces and deep water extraction, featuring high head, large flow, corrosion resistance, low noise, and energy efficiency. With intelligent control and reliable long-term operation, they are ideal solutions for fire protection, urban buildings, tunnels, and mine drainage.
As an important power equipment in fire water supply systems, submersible well pumps demonstrate unparalleled advantages in applications involving deep water sources and confined spaces. Designed specifically to address the inability of traditional surface pumps to efficiently extract water from deep wells, these devices’ core performance lies in their ability to be sunk directly into the well. This not only reduces complex piping arrangements but also improves water extraction efficiency and supply stability. They are widely used in fire protection systems in modern cities, industrial and mining enterprises, tunnel projects, and remote areas. The primary advantage of submersible well pumps lies in their adaptability to deep water sources. Their integrated motor and pump body structure allows them to be placed directly underwater in deep wells. Even when the water level exceeds 100 or even several hundred meters, they can rely on a powerful head design to stably extract large quantities of water. This efficient water extraction capability ensures that fire protection systems can immediately obtain a stable water source in an emergency, avoiding delays in firefighting due to insufficient surface water supply. Secondly, submersible well pumps are highly compact and take up minimal space. Compared to traditional surface pumping stations, they require neither a large pumphouse nor additional irrigation tanks. They are particularly suitable for sites with limited land or space, and can be flexibly deployed in high-rise building basements, industrial corners, or temporary construction areas. This not only reduces installation difficulty but also overall project costs. Submersible well pumps also offer exceptional performance. Their water-cooled motor maintains a stable temperature during long-term operation in deepwater environments, preventing overheating and shortening their lifespan, ensuring uninterrupted 24/7 operation. Furthermore, their operation is extremely quiet. Since the pump is fully submerged in water, it effectively isolates the noise generated by mechanical operation, improving the operating environment while complying with environmental requirements. In terms of durability, submersible well pumps are often manufactured from stainless steel, which offers excellent corrosion resistance. Even in deep well water containing minerals, weak acids and alkalis, or sediment, they maintain stable performance and a long service life, reducing maintenance frequency and thus operating costs. Energy saving is also a major highlight of submersible well pumps. Thanks to their efficient hydraulic design and advanced motor technology, they can achieve lower energy consumption with the same head and flow requirements, making the fire protection system more economical to operate while supporting long-term continuous operation. They are especially suitable for critical locations that require a stable water supply. Under the trend of intelligent development, submersible well pumps can also be combined with automatic control systems and remote monitoring systems to achieve water level monitoring, pressure control, and automatic start and stop, ensuring that water supply can be started immediately in the event of a fire or peak water usage period, improving emergency response speed and ensuring the reliability and intelligence level of the fire water supply system. In addition, submersible well pumps have a very wide range of applications. They not only play a role in urban water supply and fire protection systems, but also show extremely high practicality in scenarios such as agricultural irrigation, mine drainage, tunnel engineering, island water supply, and emergency drought relief. Their multifunctional characteristics enable users to realize application value in multiple fields when investing in a system, greatly improving the overall benefits of the equipment. In terms of installation and maintenance, well submersible pumps are more convenient due to their modular design. The equipment can be directly hoisted into the well for use without the need for complex alignment and foundation construction. The installation period is short, and subsequent maintenance mainly focuses on cable inspection and regular cleaning of filters. Compared with traditional surface pumps, the maintenance difficulty and manpower investment are greatly reduced, allowing users to be more worry-free. Faced with complex and changing application environments, well submersible pumps also have good anti-clogging and adaptability. Their water inlets are mostly designed with filters to effectively prevent sand and impurities from entering the pump body, ensuring smooth operation. At the same time, they can still maintain a long service life under poor water quality conditions. As the fire protection system’s requirements for reliability continue to increase, the application advantages of well submersible pumps have become increasingly prominent. It not only provides a stable water source guarantee, but also creates an efficient, stable and economical fire water supply solution for users through durability, energy saving and intelligent features. To sum up, the well submersible pump has become an ideal fire pump equipment for meeting the challenges of narrow space and deep water source water supply with its unique deep well water extraction capacity, compact and flexible installation advantages, strong and efficient performance, excellent corrosion resistance and energy-saving characteristics, as well as intelligent and low-maintenance application value. In the future, with the trend of accelerated urbanization and increased requirements for fire protection system safety, it will continue to play an irreplaceable role in the field of fire protection water supply, providing strong support for protecting life and property safety and improving system operation efficiency.