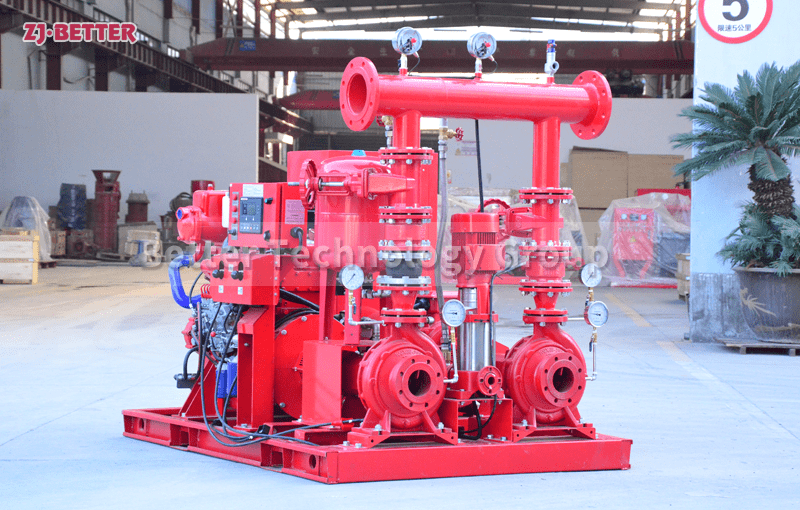
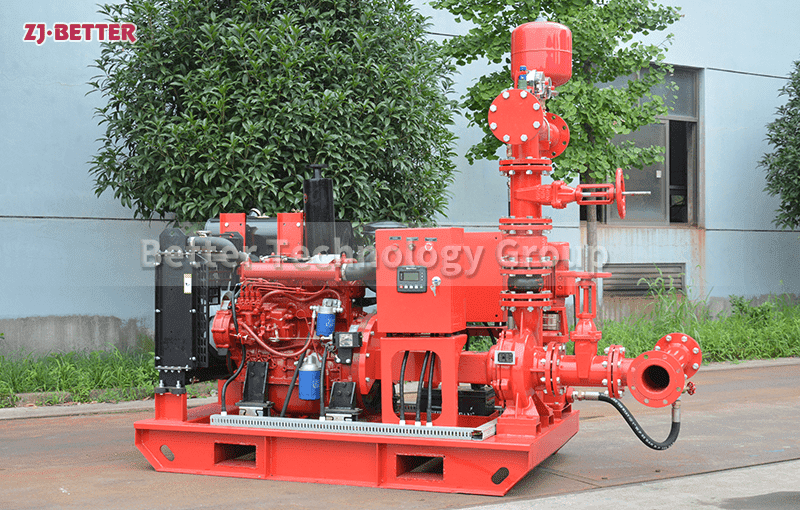
Code-Compliant Diesel Engine Fire Pump Package for Fire Protection Systems
The diesel engine-driven fire pump system features an independent power design, does not rely on external power sources, and boasts high reliability, high head, large flow rate, and rapid automatic start-up capabilities. It complies with mainstream fire protection standards and is suitable for emergency water supply needs in high-rise buildings, industrial plants, and various key fire protection locations.
This diesel engine-driven fire pump system is a professional fire-fighting water supply equipment designed strictly according to mainstream fire protection codes and engineering application requirements. It is primarily used to provide a continuous and stable supply of fire-fighting water to buildings, industrial facilities, and various key protected locations in emergency situations such as municipal power outages or power system failures. The entire system uses a diesel engine as an independent power source, completely independent of external power conditions, possessing strong environmental adaptability and emergency response capabilities. It is widely applicable to high-rise buildings, industrial plants, warehousing and logistics centers, chemical industrial parks, energy facilities, airports, tunnels, and various locations with extremely high fire safety reliability requirements. In terms of overall structural design, the fire pump system adopts a complete integrated design concept, highly integrating the diesel engine, fire pump, control system, base, piping components, and safety protection devices. The overall layout is compact and reasonable, occupying a small area, facilitating transportation, installation, and subsequent maintenance. The core power unit of the system uses a dedicated fire-fighting diesel engine, characterized by ample torque reserve, strong load adaptability, and excellent continuous operation capability. It can maintain stable output even under long-term high-load operation conditions, providing continuous and reliable power support for the fire pump. The diesel engine cooling system employs a high-efficiency water-cooling or composite cooling solution to effectively control operating temperature, avoiding performance degradation or shutdown risks caused by high temperatures, and ensuring uninterrupted operation for extended periods during fire emergencies. The fire pump body adopts a structure specifically designed for firefighting conditions, with optimized flow channels and excellent hydraulic performance. It features high head, large flow rate, and stable efficiency, enabling it to quickly establish rated pressure instantly, providing sufficient water to the fire pipeline network and meeting the diverse fire water needs of sprinkler systems, fire hydrant systems, and other applications. The pump body is made of high-strength, wear-resistant cast iron or alloy materials, with key components reinforced, exhibiting excellent corrosion resistance and impact resistance. It can adapt to complex water qualities and long standby environments, significantly extending the equipment’s service life. Regarding the control system, this diesel fire pump unit is equipped with a dedicated fire control cabinet. The control logic complies with relevant fire safety standards and features automatic start, manual start, and remote linkage start functions. When the pipeline pressure is abnormal or a fire signal is received, the system can respond quickly and automatically complete the startup process, minimizing water supply response time. The control system employs a clear and intuitive user interface, displaying real-time operating parameters such as speed, oil pressure, water temperature, operating status, and fault information, facilitating quick monitoring and necessary operations by on-duty personnel. To further enhance operational safety, the system incorporates multiple protection mechanisms, including low oil pressure protection, high water temperature alarm, and overspeed protection, effectively protecting the equipment and reducing the risk of sudden mechanical failures without affecting the priority of fire water supply. The fire pump system’s structural details fully consider the characteristics of fire-fighting equipment—long-term standby and the requirement for successful start-up at critical moments. The starting system is stable and reliable with a high success rate, maintaining good performance even in low-temperature, high-humidity, or dusty environments. The fuel system is rationally designed with stable fuel supply, ensuring smooth and continuous power output from the diesel engine during startup and high-load operation, without power fluctuations. The base utilizes a high-strength steel welded structure, providing high overall rigidity and excellent vibration resistance, effectively reducing the impact of equipment vibration on the pump body and pipelines, and improving overall operational stability. The system’s pipeline layout is scientifically designed with low flow resistance, and key accessories such as valves and instruments are fully equipped, facilitating installation, commissioning, and daily inspection. In terms of engineering adaptability, this diesel fire pump system can be flexibly configured according to different project needs, supporting various flow and head combinations to match fire pipeline systems of different sizes. It can also be used in conjunction with pressure-stabilizing pumps, control valve assemblies, and other equipment to form a complete fire water supply solution. The product design fully considers compatibility with existing fire protection systems, facilitating linkage with building fire control systems and alarm systems to enhance the intelligence and reliability of the overall fire protection system. The system is designed and manufactured in strict accordance with relevant fire protection codes, and key performance parameters have undergone factory testing and operational verification to ensure that it meets fire acceptance and engineering application requirements in actual use. From a long-term operational perspective, this diesel fire pump system is easy to maintain, has a clear structure, and intuitive and clear daily inspection items, making it easy for users to develop standardized maintenance plans and effectively reduce operation and maintenance costs. Through a highly reliable mechanical structure, a mature and stable power system, and compliant control logic, this fire pump system can serve as a reliable “last line of defense” in the event of a fire, continuously outputting fire water under the most severe operating conditions, providing a solid guarantee for personnel evacuation, fire control, and property safety. In summary, this diesel engine-driven fire pump system, which complies with fire protection regulations, demonstrates outstanding performance in terms of safety, reliability, adaptability, and engineering practicality. It is an indispensable core component in various fire protection projects and can meet the stringent requirements of modern buildings and industrial facilities for high-level fire water supply systems.