High-Efficiency Fire Pump Drive Motor for Stable Fire Water Supply Systems
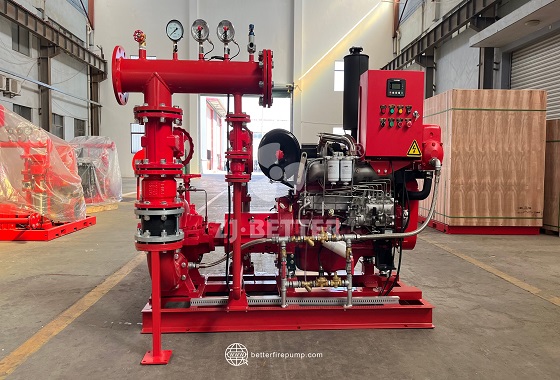
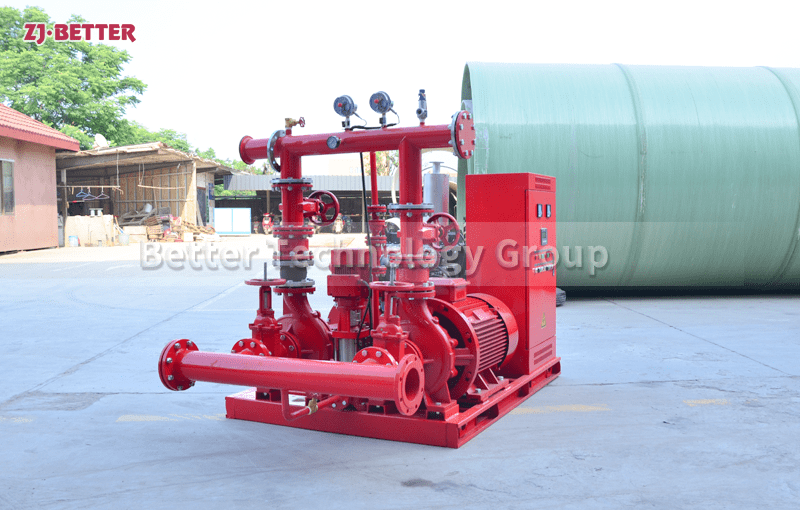
The high-efficiency drive motor for fire pumps has advantages such as large starting torque, stable operation, high temperature and humidity resistance, compact structure, and excellent heat dissipation performance. It is suitable for various fire pump sets and fire water supply systems, ensuring continuous and reliable water supply in critical moments.
This high-efficiency drive motor for fire pumps is a core power device specifically designed for the long-term stable operation of fire water supply systems. The overall design prioritizes high reliability, high efficiency, and strong adaptability, fully considering the stringent requirements of fire protection systems in emergency situations such as fires for instantaneous start-up capability, continuous output capability, and operational stability. Systematic optimization has been implemented across multiple levels, including structural design, material selection, electrical performance, and manufacturing processes. The motor employs a high-efficiency electromagnetic design scheme, optimizing stator and rotor slot types, magnetic circuit distribution, and winding parameters to significantly reduce operating losses and improve energy efficiency while ensuring rated power output. This allows the motor to maintain low temperature rise and stable efficiency under both prolonged standby and sudden full-load operation, effectively reducing energy waste and extending the overall service life of the unit. The motor’s compact and rational structure occupies little space, facilitating flexible matching with vertical or horizontal fire pumps, pipeline pumps, and complete fire pump sets. It is particularly suitable for fire pump rooms with limited installation space, equipment rooms in high-rise buildings, and containerized fire pump stations. The casing is constructed from high-strength cast iron or high-quality steel, possessing excellent mechanical strength and vibration resistance. It maintains structural stability under frequent start-stop cycles, high load impacts, and complex operating conditions, reducing operational hazards caused by vibration or deformation. Addressing the core requirement of reliable starting in fire protection systems, this motor boasts superior starting performance and ample starting torque, enabling it to quickly drive the fire pump to its rated speed even under fluctuating grid voltage or low temperatures. This ensures stable water pressure and flow are established immediately in the early stages of a fire, buying valuable time for the fire suppression system. The motor windings utilize high-heat-resistant insulation materials, combined with vacuum impregnation or multiple impregnation processes, giving the windings excellent heat resistance, moisture resistance, and aging resistance. Even during long-term operation in high-temperature, high-humidity, or dusty pump room environments, it maintains good electrical insulation performance and safety. The bearing system uses high-quality heavy-duty bearings, and through reasonable lubrication design and precision assembly processes, effectively reduces operating friction and noise, improves shaft stability, and ensures smooth and stable operation of the motor during long-term continuous operation, reducing maintenance frequency. This motor also excels in heat dissipation design. Optimized air duct structure and heat dissipation fin layout enhance internal airflow efficiency, enabling the motor to quickly dissipate heat even under high load or continuous operation, preventing performance degradation or malfunction due to overheating. The motor’s protection rating is designed to fully consider the potentially humid, misty, and dusty environment of the fire pump room, effectively preventing external impurities from entering the motor and ensuring the cleanliness and safety of internal core components, thus improving overall operational reliability. In terms of electrical performance, the fire pump drive motor has a stable operating current, a high power factor, and good compatibility with fire control systems and electrical control cabinets, facilitating automatic start/stop, remote monitoring, and linkage control, meeting the intelligent and automated development needs of modern fire protection systems. Considering the characteristic of fire equipment being “standby during normal times and must operate reliably during critical moments,” the motor’s design life and safety redundancy have been fully considered. Rigorous factory testing and performance testing ensure that each motor meets stable operating standards before being put into use, providing continuous and reliable power support for the fire protection system. Whether applied to high-rise buildings, commercial complexes, industrial plants, warehousing and logistics centers, or municipal fire water supply systems, this dedicated high-efficiency drive motor for fire pumps provides solid and reliable power support for fire pump sets with its stable output capacity, excellent durability, and superior energy efficiency. This ensures that the fire water supply system can respond quickly and operate continuously at any critical moment, providing strong protection for personnel safety and property protection.