High Reliability Electric Fire Pump Configuration Meeting Fire Water Supply Requirements
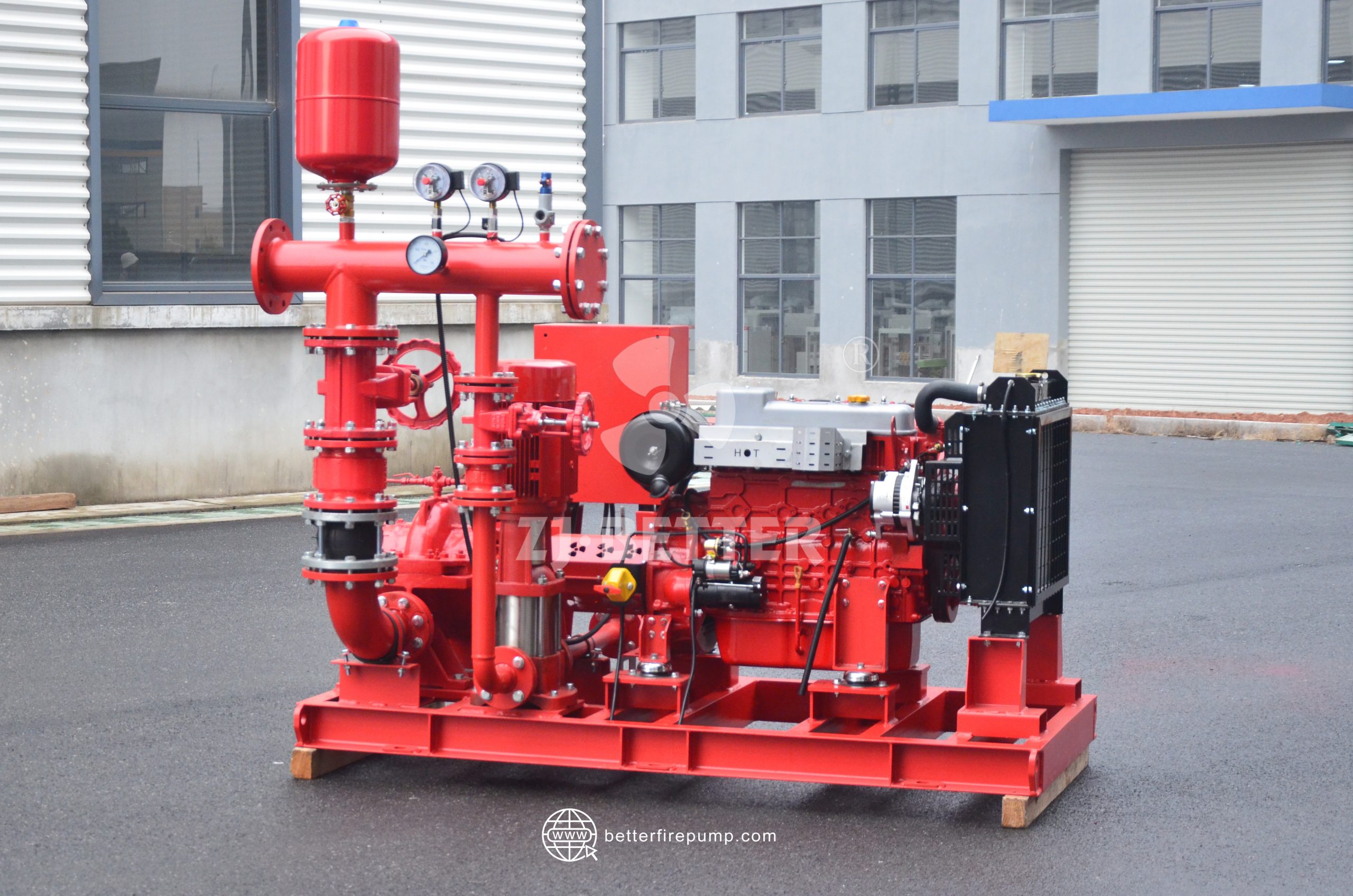
High-reliability electric fire pumps are suitable for fire hydrant systems and sprinkler systems. They feature rapid start-up, stable operation, high efficiency, and durable structural design, meeting the stringent requirements of various building and industrial fire water supply systems for safety and continuous water supply capacity.
This high-reliability electric fire pump configuration solution is a professional product designed and developed to meet the stringent requirements of various fire water supply systems in actual operation for safety, stability, and continuous water supply capacity. Its overall structure is compact and reasonable, and the selection of core components follows the operating conditions of fire systems, including long-term standby, emergency start-up, and continuous high-load operation. It can quickly deploy and maintain stable output at critical moments during a fire, providing reliable water supply for fixed fire pipelines, indoor and outdoor fire hydrant systems, automatic sprinkler systems, and various industrial and civil fire protection projects. The fire pump adopts a direct-drive or high-efficiency coupling structure, resulting in high power transmission efficiency and rapid start-up response. This reduces energy loss and the risks associated with mechanical transmission clearances. While ensuring rated flow and head output, it effectively reduces operating vibration and noise levels, making it particularly suitable for installation in pump rooms or buildings with high environmental stability requirements. The pump body’s hydraulic model has been optimized, and the impeller and flow channel utilize precision casting and CNC machining processes to ensure smooth and stable internal water flow, reducing eddies and hydraulic impacts. This improves overall efficiency and extends the service life of key components, maintaining good starting performance even during long-term standby. The product’s material selection fully considers the complexity of fire-fighting media and operating environments. The pump body, impeller, and key pressure-bearing components can be made of high-strength cast iron, ductile iron, or corrosion-resistant metals, providing excellent pressure resistance, wear resistance, and impact resistance. This allows it to meet the system pressure and water supply stability requirements of various application scenarios, including high-rise buildings, underground spaces, and industrial plants. The motor uses a dedicated, high-reliability drive motor with features such as high starting torque, reasonable temperature rise control, and high insulation levels. Even under frequent starts or sudden load changes, it maintains stable operation, preventing overheating or starting failures from affecting the overall reliability of the fire protection system. The complete electric fire pump configuration also offers significant advantages in control and protection. It can work collaboratively with fire control cabinets, pressure control systems, and automatic inspection systems, enabling manual, automatic, and remote control modes. This ensures accurate response to system commands under different operating conditions. When pipeline pressure drops or a fire signal is triggered, the fire pump can quickly start and provide stable water supply. It also features multiple protection functions, including phase loss, overload, and short circuit protection, effectively reducing the risk of equipment failure. This product’s structural layout prioritizes ease of installation and maintenance. The overall base utilizes a high-strength steel structure, ensuring high rigidity and stability, which helps maintain alignment accuracy during long-term operation. It also provides ample space for on-site installation, pipeline connections, and subsequent maintenance, reducing maintenance time and labor costs. To meet the specific needs of different projects, the fire pump configuration can be flexibly adjusted in terms of parameter combinations, including flow rate, head, motor power, and interface specifications, satisfying the design requirements of various fire water supply systems, from small and medium-sized commercial buildings to large industrial parks and warehousing and logistics centers. Before leaving the factory, the product undergoes rigorous performance and quality testing, covering hydraulic performance, sealing performance, vibration and noise, and continuous operation testing, ensuring that each unit meets the high reliability standards of fire protection systems before delivery. In practical applications, this highly reliable electric fire pump, with its stable performance, excellent start-up reliability, and long-lasting operating capability, has become an indispensable core device in fire water supply systems, providing solid support for users to build a safe, reliable, and sustainable fire protection system.