Diesel Fire Pump Unit with Efficient Cooling System for Long-Time Stable Operation
The high-efficiency cooling system diesel fire pump unit has independent power and continuous and stable water supply capability. It is suitable for fire protection systems in industrial plants, warehouses and large buildings. It can withstand high temperature operation, has high reliability and low maintenance cost.
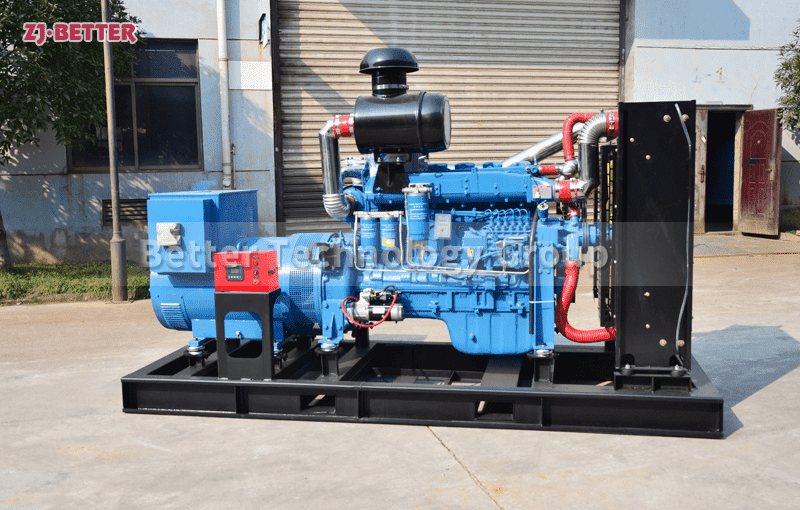
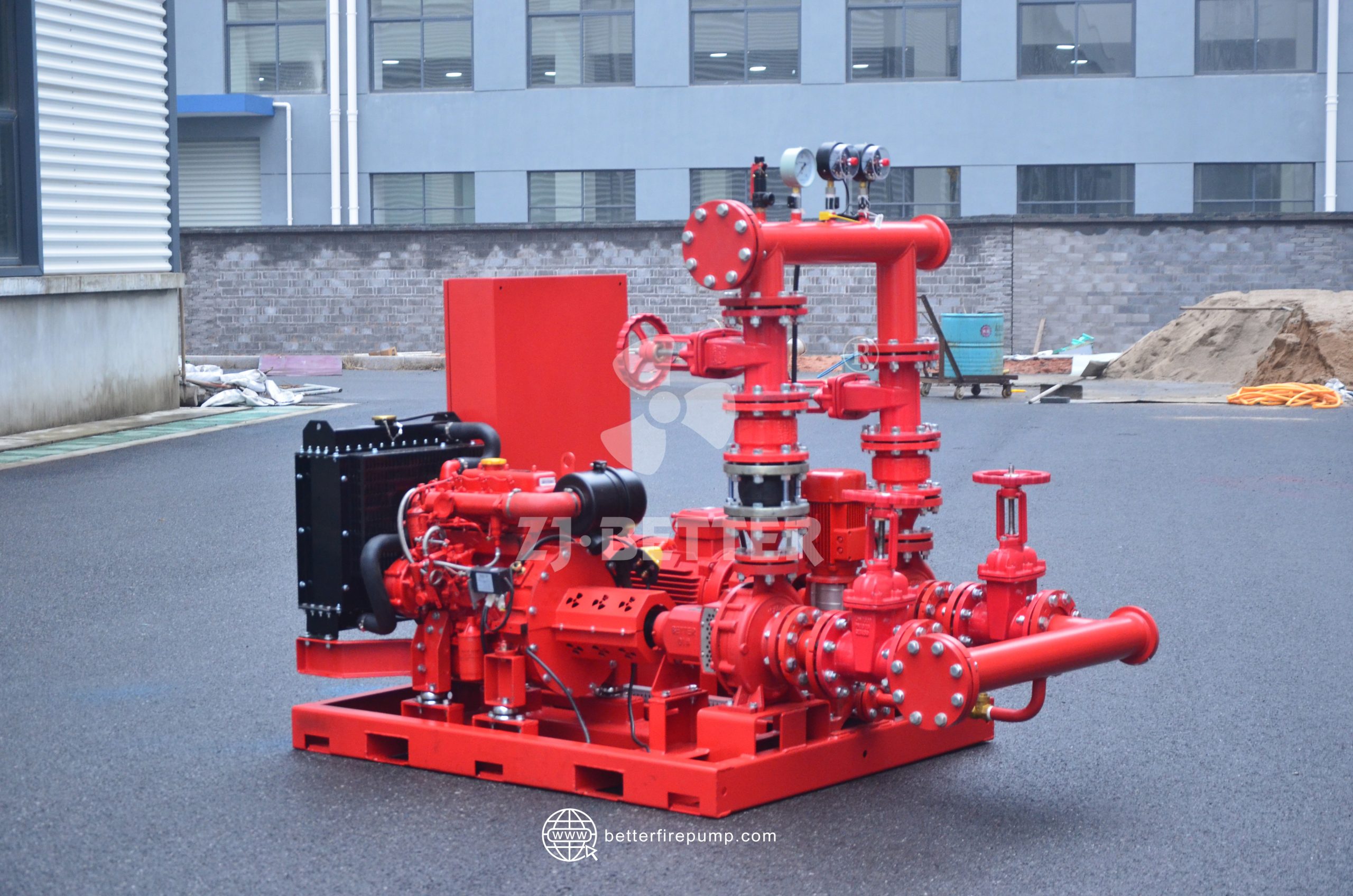
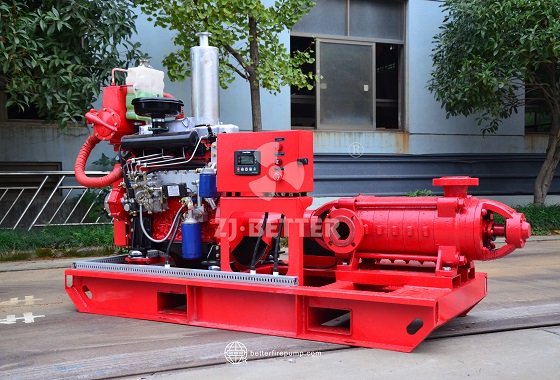
This high-efficiency cooling system diesel fire pump unit is designed to meet the core design goals of high-intensity, long-term fire water supply needs. The overall structure is systematically optimized for stability, durability, and continuous operation, with significant advantages particularly in the matching of the cooling system and power source. The unit uses a diesel engine as its power source, enabling it to operate independently of municipal power. Even in the event of a power outage, such as a fire, it can quickly start and continuously supply water, significantly improving the reliability and safety level of the fire protection system. Addressing the issue of high temperatures generated by diesel engines during prolonged high-load operation, the unit is equipped with a high-efficiency cooling system. Through a large-capacity water tank, reinforced radiator, and optimized air duct structure, it achieves precise control of the engine and pump body operating temperature, ensuring stable operation even under high ambient temperatures or continuous operation. The cooling system was designed with practical fire application scenarios in mind, effectively preventing power attenuation, efficiency reduction, or component damage due to overheating during long-term uninterrupted operation, thereby extending the overall service life of the unit and reducing maintenance frequency. The pump body adopts a mature and reliable end-suction or horizontal centrifugal structure. The internal hydraulic model has undergone multiple optimization calculations and verification under actual working conditions, ensuring high flow output while also meeting high head requirements. It can quickly provide a stable water source to fire-fighting pipe networks, sprinkler systems, or outdoor fire hydrant systems. The pump body is made of high-strength wear-resistant cast iron or alloy materials. Key flow components have excellent corrosion and erosion resistance, suitable for conveying clean water or media meeting fire safety standards. It maintains high performance retention over long-term operation and is not prone to efficiency degradation. The unit is mounted on a heavy-duty steel structure base. The base is corrosion-resistant and has excellent shock absorption performance, effectively absorbing vibrations generated during diesel engine operation and reducing impact on the pump body, pipelines, and connecting components, further improving operational stability and system reliability. The efficient cooling system and power system work synergistically through scientific matching, ensuring the diesel engine always operates within a reasonable speed range. This not only guarantees sufficient output power but also effectively controls fuel consumption, meeting fire safety performance requirements while maintaining operational economy. In terms of the control system, the unit can be configured with an independent diesel engine control cabinet to achieve automatic start-up, automatic monitoring, and multiple protection functions. When the pipeline pressure drops or a fire signal is received, the unit can quickly start and begin operation. Simultaneously, it monitors key parameters such as water temperature, oil pressure, and speed in real time. In case of abnormalities, it can promptly alarm or take protective measures to prevent the fault from escalating. The high-efficiency cooling system also plays a crucial role in the control logic. Through temperature feedback and the linkage control of the fan and water circulation, it ensures that cooling efficiency is always at its optimal state, guaranteeing stable output from the diesel engine during long-term operation. This diesel fire pump unit is widely applicable to industrial plants, warehousing and logistics centers, petrochemical facilities, power systems, commercial complexes, and various fixed fire stations, especially suitable for applications requiring high continuous water supply capacity and equipment reliability. In actual use, the unit can quickly establish stable water pressure in the early stages of a fire and maintain continuous output during firefighting, without performance degradation due to prolonged operation, providing a solid and reliable power guarantee for the fire protection system. In summary, this high-efficiency cooling system diesel fire pump unit achieves a combination of advantages, including long-term stable operation, high reliability output, and low maintenance requirements, through systematic optimization of the cooling structure, power system, pump performance, and overall structure. It is an ideal solution for dealing with high-load and long-cycle operation conditions in modern fixed fire protection systems.