The Essential Role of Diesel Fire Pump Sets in Critical Infrastructure Fire Protection
This course provides an in-depth understanding of the crucial role of diesel fire pump sets in fire protection of critical infrastructure. It comprehensively introduces the advantages of diesel fire pump sets, including independent power, automatic start-up, intelligent control, efficient water supply, continuous operation, modular design, remote monitoring, low maintenance costs, and wide application, providing stable and reliable fire water supply solutions for airports, hospitals, data centers, industrial parks, petrochemical plants, and large commercial buildings.
As modern urban construction continues to develop towards large-scale, intelligent, and high-density development, critical infrastructure such as airports, data centers, hospitals, rail transit, petrochemical plants, power plants, ports, communication centers, commercial complexes, industrial manufacturing bases, and large-scale warehousing and logistics centers are placing higher demands on fire protection systems. Fire water supply systems not only need rapid response capabilities but also need to maintain continuous, stable, and reliable operation in any complex environment. Diesel fire pump sets, as a crucial component of modern fire water supply systems, have become core equipment in many critical infrastructure fire protection projects due to their advantages such as independent power, automatic start-up, continuous water supply, high efficiency, and adaptability to complex environments. Compared to fire equipment reliant on external power, diesel fire pump sets can maintain independent operation in the event of power outages, natural disasters, equipment failures, or other emergencies, continuously providing stable pressure and flow to the fire protection system. This effectively ensures that fire sprinkler systems, fire hydrant systems, and other fire extinguishing facilities are always in optimal working condition, establishing a more reliable, safe, and efficient fire water supply guarantee system for critical infrastructure, while significantly improving the long-term operational stability and emergency response capabilities of the entire fire protection system.
The most significant characteristic of diesel fire pump sets is their independent power source: a diesel engine, unaffected by the limitations of the public power grid. When a building fire occurs, the electrical system may lose power due to high temperatures, short circuits, line damage, or external accidents. However, diesel fire pump sets can quickly and automatically start using their own fuel power, driving the pumps into operation within a very short time and continuously providing sufficient pressure and flow to the fire protection network. This independent power supply capability makes diesel fire pump sets a crucial component of highly reliable fire protection engineering, particularly suitable for hospitals, airports, data centers, petrochemical plants, and large industrial parks—any critical location where uninterrupted fire water supply is unacceptable.
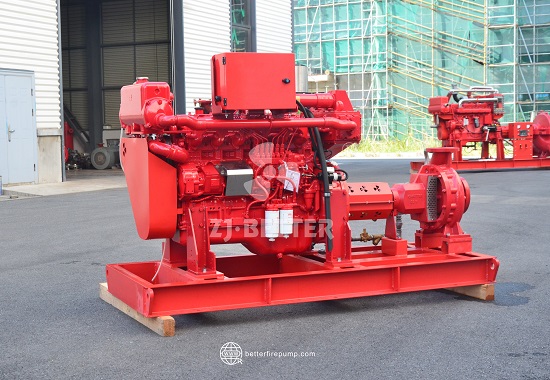
High-performance diesel engines are essential for the stable operation of the entire fire pump set. Modern diesel fire pump sets are typically equipped with industrial-grade diesel engines that offer stable power output, high fuel efficiency, and ample torque. These engines can reach rated speed quickly and continuously output stable power, maintaining optimal performance even during extended continuous operation. The engines employ advanced fuel injection technology, optimized combustion systems, and high-efficiency cooling systems, effectively reducing fuel consumption while ensuring power output, improving overall operating efficiency, and meeting the long-term continuous water supply requirements of various large-scale fire protection systems, providing more stable and reliable fire protection for critical infrastructure. As the core component of the entire equipment, the performance of the fire pump directly affects the effectiveness of the entire fire water supply system. High-quality diesel fire pump sets typically employ high-efficiency centrifugal fire pumps, optimized through professional hydraulic model design, resulting in a more rational impeller flow path and enabling high head, large flow rate, and high efficiency operation. The pump body is constructed from high-strength materials, possessing excellent wear and corrosion resistance, maintaining stable water supply capacity even during long-term operation. The optimized impeller structure not only reduces hydraulic losses but also lowers operating vibration and noise, ensuring stable operation under various complex conditions and providing more reliable pressure assurance for the fire protection system.
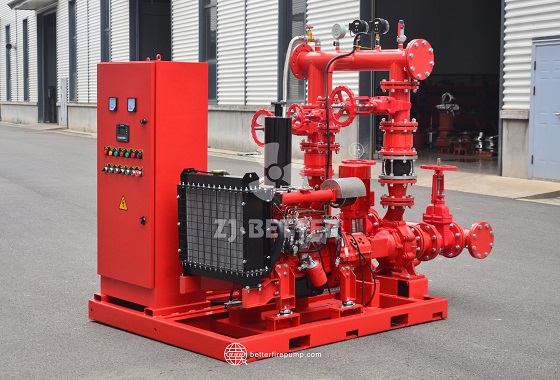
The intelligent control system further enhances the automation level and operational reliability of the diesel fire pump set. The control cabinet can monitor fire pipeline pressure, engine operating status, battery voltage, fuel level, lubricating oil pressure, coolant temperature, and equipment alarm information in real time. When the system detects a drop in fire pressure, it can automatically start the diesel engine and drive the fire pump, quickly completing fire water supply without manual operation. The control system also features automatic shutdown, fault alarm, self-inspection, operation recording, and remote communication functions, making the entire fire protection system more intelligent, safe, and efficient, providing 24/7 automatic fire protection for critical infrastructure.
To ensure the equipment maintains optimal operating condition over the long term, diesel fire pump sets are typically equipped with automatic inspection functions. The control system can periodically and automatically start the engine for short periods according to a set program to comprehensively inspect the engine, fire pump, cooling system, lubrication system, battery, and control system, promptly identifying potential faults and preventing start-up failures due to prolonged equipment inactivity. This automatic inspection method significantly improves the long-term operational reliability of the equipment while reducing manual maintenance costs, ensuring the fire protection equipment is always ready for operation.
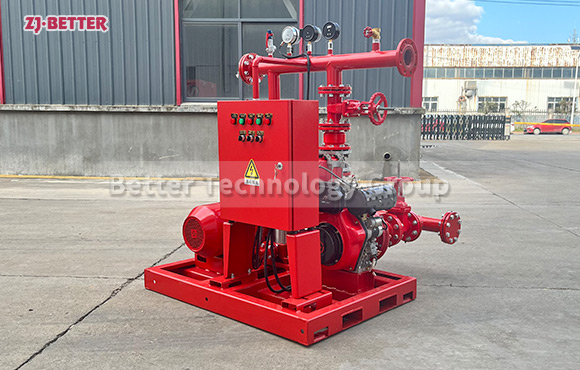
The diesel fire pump set adopts a modular integrated design, integrating the diesel engine, fire pump, control cabinet, fuel system, exhaust system, coupling, and base into a single unit, greatly improving overall equipment rigidity and installation efficiency. After factory assembly and commissioning, it can be transported to the project site, reducing on-site installation work, shortening the construction cycle, and improving construction efficiency. The integrated design effectively reduces vibration during equipment operation, improves coupling coaxiality, reduces mechanical wear, and ensures long-term stable operation, providing more reliable operational support for fire protection systems.
To adapt to different project needs, the diesel fire pump set offers highly flexible configuration capabilities. Depending on the flow rate, head, and installation space requirements of different fire protection projects, different specifications of fire pumps, diesel engines, and control systems can be configured. It can also be equipped with pressure-stabilizing pumps, pressure maintenance devices, automatic water replenishment devices, dual-battery starting systems, large-capacity fuel tanks, and remote monitoring modules to achieve various fire water supply solutions. The modular design allows the equipment to be widely used in various fire protection projects, including high-rise buildings, large commercial centers, underground utility tunnels, ports, mines, power plants, and large manufacturing enterprises.
The diesel fire pump set also reflects a high-reliability design philosophy in its material selection. Fire pumps are manufactured using high-strength cast iron or ductile iron, with key components made of stainless steel to enhance corrosion resistance. The pump shaft undergoes precision machining and heat treatment to improve bending resistance and wear resistance. Mechanical seals possess excellent high-temperature resistance and wear resistance, effectively reducing leakage and improving long-term operational stability. High-quality bearings have a longer service life and maintain good rotational accuracy even under continuous operation, thus extending the overall equipment lifespan and reducing maintenance frequency.
A good cooling system is crucial for the long-term stable operation of diesel engines. Diesel fire pump sets typically employ high-efficiency radiators, large-capacity coolant circulation systems, and intelligent temperature control technology to quickly dissipate the large amount of heat generated during engine operation, keeping the engine at its optimal operating temperature. Even in high-temperature environments, during prolonged continuous operation, and under high-load conditions, stable power output is maintained, preventing engine performance degradation due to overheating and providing a reliable guarantee for a continuous water supply to the fire protection system.
In critical infrastructure, fire protection equipment not only needs stable operation but also rapid maintenance capabilities. Diesel fire pump sets are designed with future maintenance needs in mind. The layout of major components is rational, with ample maintenance space, making it easier to replace filters, lubricants, batteries, and other wear parts, significantly reducing maintenance time and improving equipment maintainability. Standardized component design also facilitates spare parts supply, further reducing lifecycle maintenance costs and improving overall operational economy.
With the development of digital fire management, diesel fire pump sets are increasingly equipped with intelligent communication functions. They can interconnect with the fire control center via industrial communication protocols, uploading real-time data such as equipment operating status, alarm information, pressure data, engine parameters, and maintenance records for remote monitoring and centralized management. Managers can promptly grasp equipment operating conditions, proactively arrange maintenance, effectively prevent equipment failures, improve the overall management efficiency of the fire protection system, and provide strong support for smart fire protection construction.
Diesel fire pump sets not only possess excellent performance but also outstanding environmental adaptability. The equipment can adapt to various complex environments, including high and low temperatures, high humidity, dust, and salt spray. It can be configured with a soundproof enclosure, rainproof structure, anti-corrosion treatment, and low-temperature start-up device according to project requirements, enabling long-term stable operation in coastal areas, desert areas, high-altitude cold regions, and various harsh industrial environments. This provides a stable and reliable fire-fighting water supply for critical infrastructure in different regions.
Modern diesel fire pump sets also emphasize energy-saving and environmentally friendly design. By optimizing engine combustion efficiency, reducing mechanical friction losses, and improving the hydraulic efficiency of the fire pump, high-performance output is ensured while effectively reducing fuel consumption and operating costs. Advanced emission control technology further reduces exhaust emissions, better meeting the development needs of modern green buildings and environmental protection projects, enabling fire protection systems to achieve high reliability while also being economical and environmentally friendly.
For critical infrastructure such as airports, hospitals, data centers, rail transit, power facilities, and petrochemical enterprises, fire-fighting water supply systems must have all-weather operation capabilities, and diesel fire pump sets are crucial equipment for achieving this goal. Its independent power, efficient water supply, intelligent control, automatic inspection, stable operation, convenient maintenance, and wide adaptability to various complex environments make it an irreplaceable and crucial piece of equipment in modern fire protection engineering. In the future, with the continuous development of fire protection technology, diesel fire pump sets will continue to upgrade in areas such as intelligent control, remote management, modular integration, high-efficiency operation, and digital monitoring, providing safer, more stable, and more efficient fire water supply solutions for various critical infrastructures worldwide, and providing a solid guarantee for the long-term stable operation of modern fire protection systems.