Integrated Vertical Inline Fire Pump and Pressure Stabilization System for Industrial Facilities
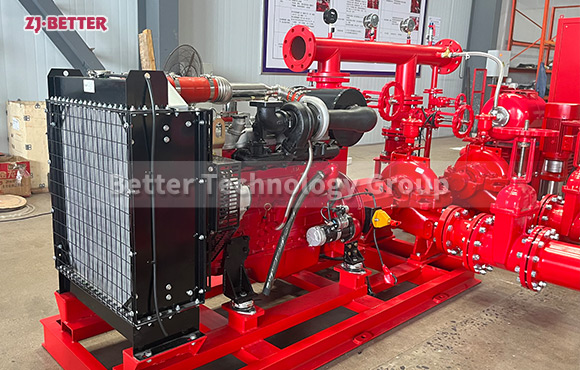
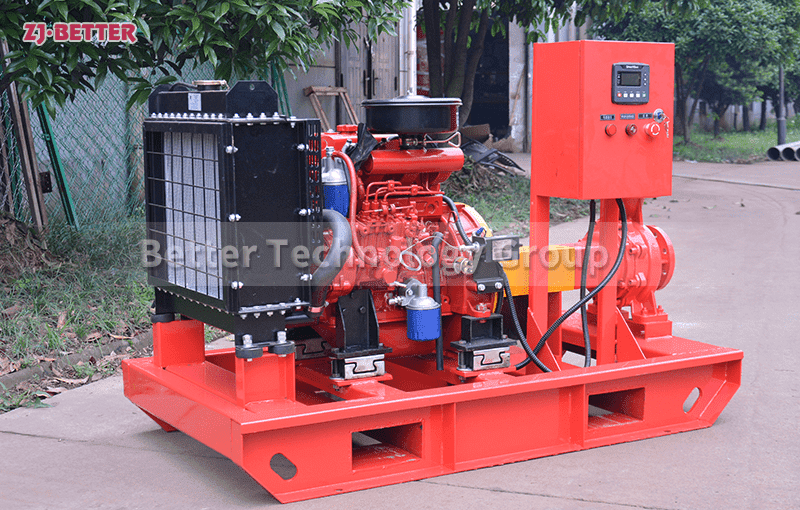
The vertical pipeline fire pump and pressure stabilization system for industrial plants are designed as an integrated unit, featuring high head, large flow rate, automatic start/stop, intelligent control, and energy-saving pressure stabilization. With its compact structure and stable operation, it is suitable for sprinkler systems and fire hydrant systems, providing efficient and reliable fire water supply solutions for various industrial parks and production workshops.
In the construction of modern industrial plant fire safety systems, stable, efficient, and automated fire water supply equipment has become a core component in ensuring production safety and personnel safety. The integrated design of vertical pipeline fire pumps and pressure stabilization systems specifically for industrial plants is the result of continuous optimization and upgrading in response to this demand. These vertical pipeline fire pump units adopt a vertical structure and direct pipeline connection design, with the pump inlet and outlet on the same axis. This allows for direct installation within the main fire pipeline, significantly reducing the impact of bends and diameter changes on hydraulic losses. Simultaneously, it effectively shortens pipeline layout length and saves pump room space. It is particularly suitable for industrial parks, large production workshops, warehousing and logistics centers, chemical plants, machinery manufacturing bases, and power energy facilities where space utilization and power supply are crucial. For applications requiring high water efficiency, the core of this unit consists of a vertical centrifugal pump body, an electric drive system, an automatic control cabinet, a pressure stabilizing tank, pipeline valve assemblies, pressure gauges, and safety accessories. The overall base utilizes a high-strength steel structure welded together, providing excellent seismic resistance and load-bearing capacity, ensuring long-term stable operation even in complex industrial environments. The pump body is constructed from high-strength cast iron or ductile iron, and the impeller undergoes dynamic balancing to ensure low vibration, low noise, and high efficiency during operation. The optimized hydraulic model ensures smooth flow channels, achieving high head water supply capacity while maintaining high flow output. This allows for the rapid provision of a sufficient and stable fire-fighting water source to sprinkler systems, fire hydrant systems, and foam extinguishing systems. In terms of performance, this vertical pipeline fire pump unit boasts significant advantages such as rapid start-up response, wide flow range, and stable pressure output. When the pipeline pressure drops to the set value, the control system automatically sends a start signal, and the main pump immediately begins operation without manual intervention, greatly improving emergency response efficiency. Especially in high-risk environments like industrial plants, time is of the essence; automated control ensures effective water pressure is established immediately, thereby suppressing the spread of fire. The pressure stabilizing system, as a crucial component of the entire unit, maintains stable pipeline pressure through the coordinated operation of the pressure tank and the small-flow pressure-stabilizing pump, preventing frequent main pump starts, extending equipment lifespan, and reducing energy consumption and mechanical wear. Under normal conditions, the pressure-stabilizing pump… Responsible for compensating for pressure fluctuations in the pipeline network caused by minor leaks or test water usage. In the event of a large water demand, the main pump quickly takes over the water supply, enabling tiered control and rational scheduling. The entire system operates with clear logic and high control precision, meeting the stringent requirements of industrial sites for continuous and stable water supply. From an electrical control perspective, the unit is equipped with an independent fire control cabinet, using high-quality electrical components and intelligent control modules. It supports manual, automatic, and remote control modes and features multiple safety protection functions, including phase loss protection, overload protection, short circuit protection, overpressure alarm, and fault self-diagnosis. This ensures timely alarms and protective measures in abnormal conditions to prevent the fault from escalating. The control cabinet panel is intuitive and clear, with indicator lights and instruments displaying the operating status for easy maintenance. Daily inspections and troubleshooting by maintenance personnel further improve the system’s reliability and maintainability. In industrial environments, the reliability and durability of equipment operation are crucial. This vertical fire pump was designed with long-term high-load operation requirements in mind. The shaft seal uses a mechanical seal structure, ensuring stable sealing performance, strong wear resistance, and reducing leakage risk. High-quality rolling bearings are selected, combined with a precision-machined pump shaft structure, effectively reducing operating resistance and improving mechanical efficiency. The entire unit undergoes factory performance and pressure testing to ensure that parameters such as flow rate, head, and power meet design requirements, satisfying fire water supply standards for industrial plants of different sizes. In terms of energy efficiency, the optimized hydraulic structure keeps the pump operating within its high-efficiency range, reducing energy waste. Lowering long-term operating costs and reducing floor space due to its vertical structure, this integrated vertical fire pump unit facilitates integration with existing pipe networks, making it particularly suitable for upgrading old factory buildings. It allows for fire system upgrades without large-scale alterations to the original building structure. In terms of applicability, this unit is suitable not only for conventional industrial plants but also for various scenarios such as warehousing and logistics parks, underground parking garages, supporting factory areas in commercial complexes, food processing workshops, textile printing and dyeing enterprises, steel smelting plants, battery manufacturing bases, and new energy factories. It can be used in conjunction with automatic sprinkler systems, indoor and outdoor fire hydrant systems, fire monitor systems, and foam proportioning devices to form a complete fire water supply system. Furthermore, the unit is easy to install and maintain; the vertical design allows for easy connection between the motor and the fire pump unit. The pump body is coaxially arranged, reducing coupling errors. Installation only requires fixing the base and connecting the inlet and outlet flanges for immediate use. Maintenance allows for direct disassembly of the upper components without dismantling the entire pipeline, significantly saving maintenance time and labor costs. For safety, the pressure tank is equipped with a safety valve and pressure control device to prevent overpressure operation. Pressure gauges monitor the pipeline status in real time, ensuring transparent and controllable operating data. The entire system is designed and manufactured according to relevant fire protection equipment standards, meeting engineering acceptance requirements and providing reliable protection for industrial projects. From a long-term perspective, industrial enterprises’ investment in fire protection equipment is not only a compliance requirement but also a protection of production continuity and corporate assets. Choosing a system with a compact structure, stable performance, and high degree of automation is crucial. The integrated vertical pipeline fire pump and pressure stabilization system, characterized by high efficiency and low maintenance costs, plays a decisive role in critical moments of fire, preventing losses from escalating due to insufficient water supply or equipment failure. It enhances the overall safety management level of enterprises and strengthens the competitive advantage of projects during bidding and acceptance processes. In summary, this integrated design of a vertical pipeline fire pump and pressure stabilization system for industrial plants demonstrates outstanding application value in the modern industrial fire protection field due to its multiple advantages, including high hydraulic performance, rapid automatic response, pressure stabilization and energy-saving control, compact structural layout, durable material selection, and intelligent electrical control protection. It provides a stable and reliable fire water supply guarantee system for various industrial projects and is one of the important basic equipment for achieving safe production and sustainable operation.