Performance and Applications of Vertical Multistage Fire Jockey Pump Units
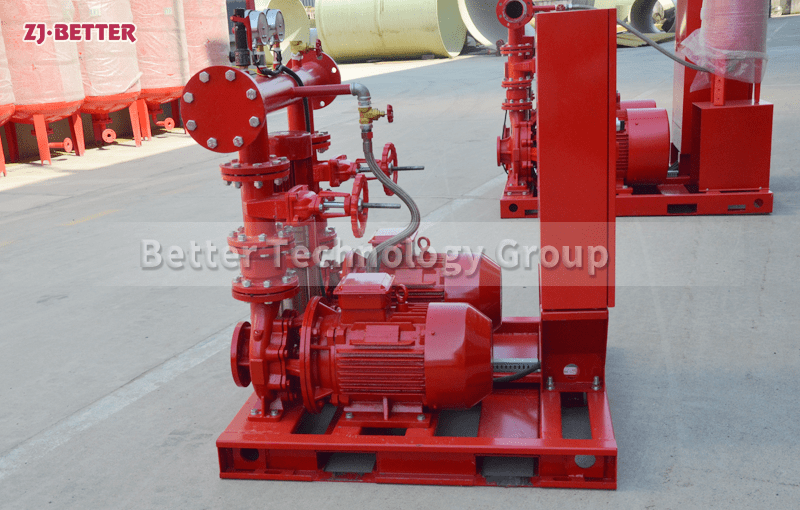
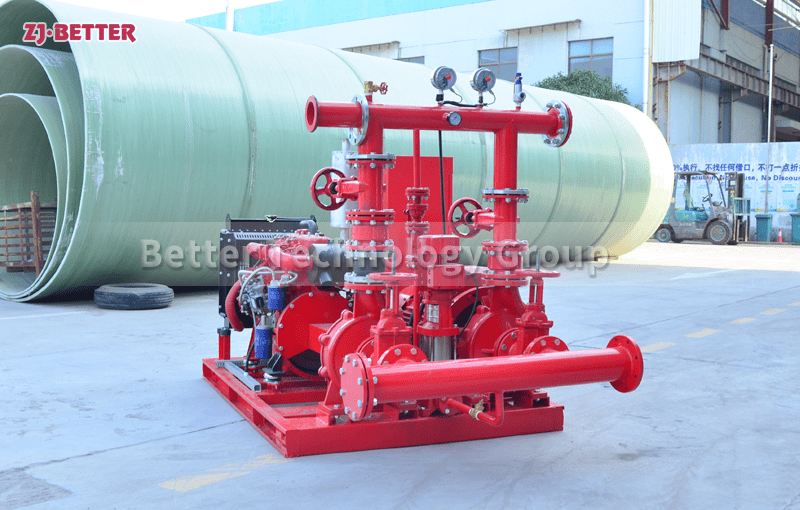
Vertical multistage fire jockey pump units provide stable pressure maintenance for fire protection systems. Featuring high efficiency, compact structure, automatic control, and reliable performance, these pumps ensure constant pressure in sprinkler and hydrant systems for high-rise buildings, industrial facilities, and commercial complexes.
In modern fire safety systems, stable and reliable fire water supply equipment is a crucial foundation for ensuring the safety of buildings and industrial facilities. Vertical multistage fire pressure-stabilizing pump units, as key equipment in fire protection systems, play a vital role in maintaining stable pipeline pressure and ensuring that sprinkler and fire hydrant systems are always ready to start. With the accelerating pace of urbanization, the number of high-rise buildings, large commercial complexes, industrial parks, warehousing and logistics centers, and underground space projects is constantly increasing, placing higher demands on the stability, response speed, and automation of fire water supply systems. Vertical multistage fire pressure-stabilizing pump units have been widely used against this backdrop. Through advanced structural design and efficient hydraulic performance, this equipment provides stable pressure maintenance for the fire protection system, maintaining constant pipeline pressure before a fire occurs and rapidly initiating pressure replenishment when pressure drops, ensuring that the entire fire pipeline network is always in optimal working condition. This provides reliable assurance for the start-up of the main fire pump, while reducing system malfunctions and water hammer, thus improving the safety and stability of the entire fire protection system. Vertical multistage fire-fighting pressure-stabilizing pump units feature a vertical structure design, significantly reducing the equipment’s footprint. This makes them particularly suitable for buildings with limited machine room space. Their compact layout maximizes space utilization while ensuring performance, which is especially important for space-constrained locations such as high-rise buildings, commercial buildings, and underground pump rooms. The equipment utilizes a multi-stage impeller structure, achieving stable and efficient pressure output through multi-stage pressurization. This allows the pump unit to provide a stable head even under low flow conditions, meeting the constant pressure water supply requirements of fire-fighting systems. Simultaneously, the multi-stage impeller design effectively reduces the load on individual impeller stages, thereby improving overall operating efficiency and extending equipment lifespan. In terms of material selection, key flow-through components of the vertical multistage fire-fighting pressure-stabilizing pump unit are typically made of high-strength, corrosion-resistant materials, enabling stable operation in humid environments over extended periods. These materials also possess excellent corrosion resistance and wear resistance, maintaining stable hydraulic performance and structural strength even under long-term operating conditions, thus reducing maintenance frequency and operating costs. To meet the demands of automated operation in modern fire protection systems, vertical multistage fire-fighting pressure-stabilizing pump units are typically equipped with advanced automatic control systems. These systems use pressure sensors to monitor pipeline pressure changes in real time. When the system pressure falls below a set value, the equipment automatically starts to replenish pressure; when the pressure returns to the set range, the equipment automatically stops operating, achieving intelligent pressure regulation. This automated control method not only improves system operating efficiency but also reduces the need for manual intervention, enabling the fire protection system to maintain long-term stable operation without human intervention. The equipment is designed with the safety and reliability requirements of the fire protection system in mind. Through a rational hydraulic structure design and precise manufacturing processes, the pump unit exhibits low vibration and low noise during operation, thereby improving operational stability and reducing the impact on the surrounding environment. Vertical multistage fire-fighting pressure-stabilizing pump units also offer significant advantages in energy conservation. Since the equipment primarily maintains pipeline pressure, its operating flow rate is typically relatively small. Optimized hydraulic model design allows for high-efficiency operation, reducing energy consumption while maintaining stable pressure. This highly efficient and energy-saving operation not only reduces long-term operating costs but also aligns with the modern trend of energy conservation and environmental protection in building construction. Furthermore, the equipment adopts a modular design, ensuring compact connections between major components and facilitating maintenance. It allows for rapid disassembly and installation when maintenance or component replacement is required, significantly reducing maintenance time and improving maintainability. To further enhance safety, the vertical multi-stage fire-fighting pressure-stabilizing pump unit is equipped with multiple protection functions, such as overload protection, phase loss protection, overheat protection, and abnormal pressure protection. These protective measures can promptly stop operation when abnormalities occur, preventing equipment damage and ensuring the overall safety of the fire protection system. This equipment has a wide range of applications, suitable for various scenarios including high-rise residential buildings, commercial office buildings, large shopping malls, hospitals, schools, airports, train stations, and industrial plants. It can also be used in fire protection systems for warehousing and logistics centers, petrochemical facilities, and large public facilities, providing stable and reliable fire-fighting pressure stabilization solutions for different types of buildings. During normal operation of the fire protection system, the pressure-stabilizing pump unit maintains the system pressure to keep the pipeline network full. In the event of a minor leak or valve opening causing a pressure drop, the equipment can quickly start to replenish pressure, avoiding frequent starts of the main fire pump, thereby effectively extending the service life of the main pump and improving the overall reliability of the system. The high-lift characteristic of vertical multistage fire-fighting pressure-stabilizing pump units enables them to meet the pressure requirements of fire protection systems in high-rise buildings. They can maintain stable pressure even at building heights of tens or even hundreds of meters, ensuring a reliable water supply for sprinkler and fire hydrant systems. This is particularly important for the increasing number of high-rise and super high-rise buildings in modern cities. Meanwhile, the equipment is designed and manufactured in strict accordance with relevant fire protection equipment standards. Rigorous quality testing processes ensure that each unit possesses stable and reliable performance before leaving the factory, providing a solid guarantee for the long-term stable operation of the fire protection system. With the continuous development of fire protection technology, vertical multistage fire-fighting pressure-stabilizing pump units are also constantly upgrading in terms of intelligence. By combining modern automatic control and remote monitoring technologies, real-time monitoring and data analysis of equipment operation status can be achieved. This allows managers to promptly grasp the equipment’s operating status and perform maintenance management. This intelligent management approach not only improves equipment management efficiency but also further enhances the safety and reliability of the fire protection system. Overall, vertical multistage fire-fighting pressure-stabilizing pump units, with their compact structure, high efficiency and energy saving, stable operation, high degree of automation, and convenient maintenance, have become an indispensable and important piece of equipment in modern fire-fighting water supply systems. They not only effectively ensure the stability of fire-fighting pipeline pressure but also improve the response speed and reliability of the entire fire-fighting system, providing a solid safety guarantee for buildings and industrial facilities. In future fire-fighting system construction, as the scale and complexity of buildings continue to increase, the performance requirements for fire-fighting equipment will also continue to rise. Vertical multistage fire-fighting pressure-stabilizing pump units, with their superior performance and flexible application capabilities, will play an important role in more fields, providing more reliable and efficient equipment support for the construction of modern fire safety systems. They will also provide continuous impetus for the development and upgrading of fire-fighting water supply technology, enabling fire-fighting systems to maintain a stable and reliable operating state in the face of various complex environments and emergencies, thereby maximizing the protection of people’s lives and property.