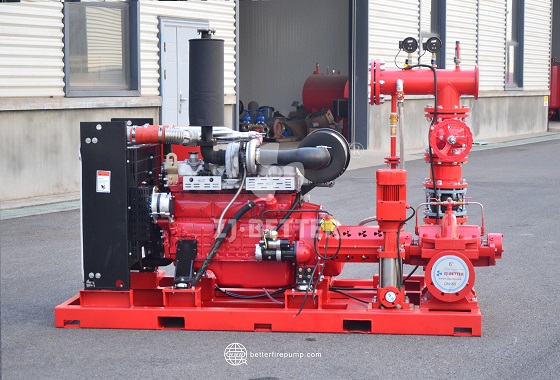
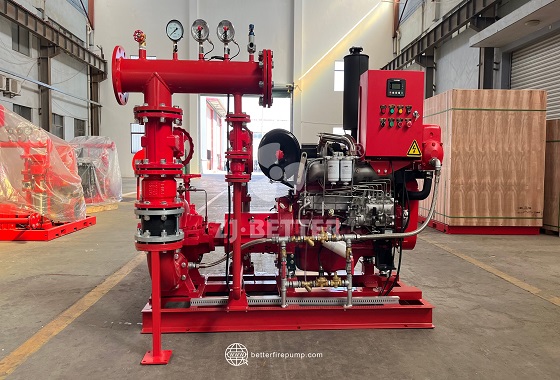
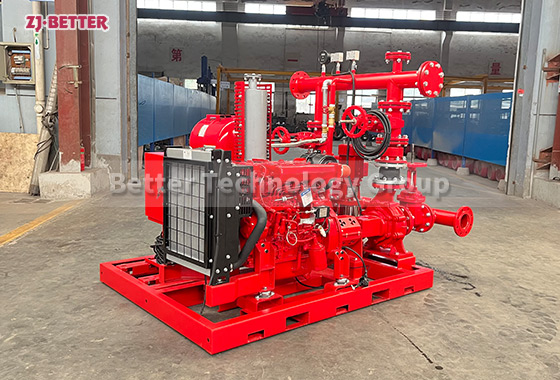
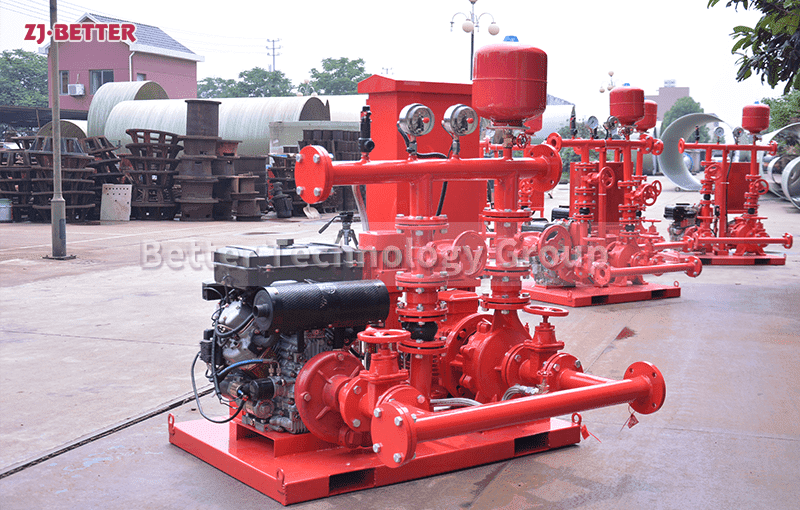
Vertical Single Stage Fire Pump for High Rise Fire Protection
Vertical single stage fire pump designed for high-rise building fire protection systems, delivering stable high-pressure water supply with efficient performance, compact inline installation and reliable operation. Ideal for commercial, residential and industrial applications requiring consistent firefighting water pressure and energy-saving performance.
The vertical single-stage fire pump is designed to meet the fire water supply requirements of high-rise buildings and stands as an indispensable component within modern fire protection systems. Its core advantages lie in its compact structure, stable performance, high operational efficiency, and ease of installation. Capable of delivering efficient and reliable fire water supply solutions within limited spaces, it is particularly well-suited for environments with stringent fire safety standards—such as high-rise residential complexes, commercial centers, office buildings, hotels, hospitals, and large public structures. In high-rise buildings, the sheer vertical height imposes elevated demands on the water pressure and flow rate of the fire protection system; the vertical single-stage fire pump addresses this challenge through an optimized hydraulic design and a high-efficiency impeller structure, enabling it to maintain a stable flow output even under high-head conditions. This ensures that firewater is rapidly delivered to every floor of the building, thereby satisfying the water requirements of both sprinkler and fire hydrant systems. Furthermore, the pump’s vertical structural design—featuring a coaxial arrangement of the motor and pump body—minimizes its footprint. It can be installed directly into the piping system without the need for complex foundation construction, thereby significantly reducing installation costs and construction timelines. This offers distinct advantages for equipment rooms where space is at a premium. In terms of performance and durability, vertical single-stage fire pumps are typically manufactured using high-strength cast iron or stainless steel materials, ensuring excellent… Boasting excellent corrosion resistance and mechanical strength, this equipment is capable of adapting to diverse water quality conditions and complex operating environments. Furthermore, its internal flow channels are precision-engineered to effectively minimize hydraulic losses and enhance overall operational efficiency. During prolonged operation, the unit maintains a low energy consumption profile, thereby assisting users in reducing operating costs. Regarding the sealing system, it employs a high-quality mechanical seal structure characterized by superior sealing performance and wear resistance; this effectively prevents leakage issues and extends the equipment’s service life. The bearing assembly features high-precision, wear-resistant bearings that ensure smooth, low-noise operation, enabling continuous and stable performance even under heavy-load conditions—thereby meeting the rigorous reliability requirements of fire protection systems. In terms of control, these fire pumps can typically be integrated with intelligent control systems to facilitate functions such as automatic start-up, automatic shut-down, and pressure monitoring. When the pipeline network pressure drops to a pre-set threshold, the system automatically activates the fire pump to replenish water; once pressure is restored, the pump automatically ceases operation, thereby enabling unattended, automated management. Additionally, the unit can be connected to a remote monitoring system as needed, allowing for real-time surveillance of equipment status and remote management—further enhancing the safety and reliability of the overall system. In practical applications, the vertical single-stage fire pump demonstrates the ability to respond rapidly in the event of a fire. Addressing immediate water demands, this fire pump features rapid startup and stable operation, enabling it to supply the fire suppression system with ample water in the shortest possible time, thereby ensuring the smooth execution of firefighting operations. Furthermore, thanks to its simple structure and ease of maintenance—characterized by low daily upkeep costs and extended service intervals—it significantly reduces the maintenance workload for users. In terms of energy conservation, through judicious model selection and system integration, the fire pump can be optimized to operate at its peak efficiency point, striking a balance between high performance and low energy consumption. This is particularly effective when paired with a variable frequency control system, which allows the pump’s operating status to be dynamically adjusted based on actual demand, thereby further minimizing energy consumption. Regarding adaptability, these fire pumps can be customized to meet the specific requirements of diverse projects; parameters such as flow rate, head, motor power, and interface dimensions can be flexibly adjusted to suit the needs of fire protection projects of varying scales and types. Whether for new construction projects or the retrofitting of existing systems, these pumps offer appropriate and effective solutions. In terms of safety, the equipment design incorporates comprehensive protective measures—including overload protection, overheat protection, and water-shortage protection—to effectively prevent damage caused by operation under abnormal conditions, thereby ensuring the long-term stability and reliability of the system. During installation and operation, the pump’s inline connection design allows it to be directly integrated into the existing piping network without requiring additional floor space, resulting in a more compact and efficient overall system that also facilitates future expansion and upgrades. In fire protection systems for high-rise buildings, stable water supply pressure is a critical factor in ensuring effective fire suppression; leveraging its superior performance capabilities, the vertical single-stage fire pump can consistently deliver stable pressure even under high-head conditions, ensuring that the water flow reaches every part of the building and significantly enhancing the fire protection system’s response capability and firefighting efficiency. Moreover, this equipment demonstrates excellent environmental adaptability, capable of operating stably under challenging conditions—such as high temperatures, high humidity, and complex operational environments—thereby meeting the diverse usage requirements of different regions. In summary, with its multifaceted advantages—including high energy efficiency, compact structure, stable operation, and convenient maintenance—the vertical single-stage fire pump stands as an ideal choice for fire water supply systems in high-rise buildings. It not only effectively enhances the overall performance of the fire protection system but also reduces operational and maintenance costs, providing users with long-term, reliable safety assurance. Looking ahead, as fire protection technology continues to evolve, this class of products is poised to advance further toward greater intelligence and efficiency, offering even more comprehensive fire protection solutions for various types of buildings and playing an increasingly vital role in safeguarding both human life and property.