Electric Fire Pump Units: Efficient and Reliable Fire Protection Solutions
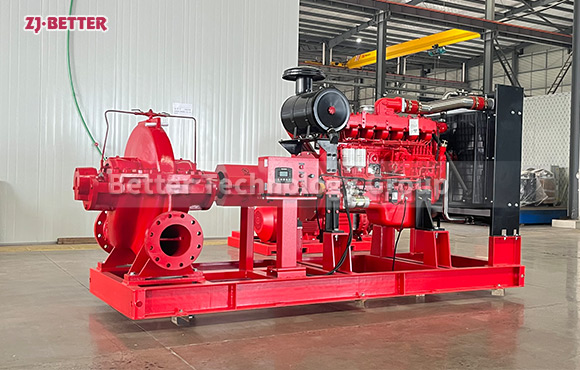
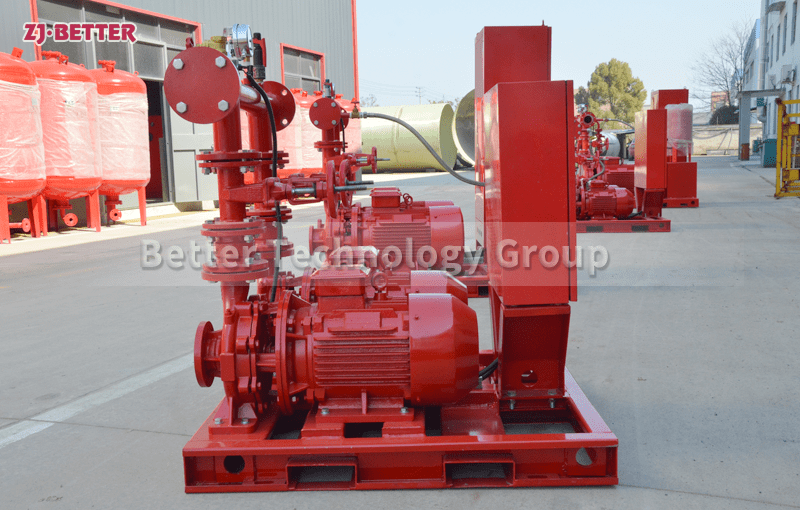
In modern fire protection systems, the electric fire pump unit has become an indispensable part of many industrial and commercial facilities due to its high efficiency and stable performance. Driven by a high-efficiency electric motor, this pump provides powerful water flow and pressure to handle various emergency fire situations. Whether for high-rise buildings, industrial parks, or large commercial centers, the electric fire pump unit offers steady, continuous water supply to ensure the fire protection system functions at its best during critical moments.
The design of this pump unit takes durability and efficiency into account, using high-quality materials that are heat-resistant and corrosion-resistant, ensuring stability and longevity during prolonged operation. The intelligent control system enables remote monitoring, automatic start-stop, fault alarms, and other features, making operation safer and more convenient. The pump’s high head and large flow design enable it to provide sufficient water pressure during fires, meeting various firefighting needs.
Additionally, the installation and maintenance are very straightforward. The modular design allows for more efficient debugging and servicing, significantly reducing construction and maintenance costs. As one of the core components of fire protection systems, this electric fire pump unit ensures the safety and reliability of buildings and facilities in emergency situations.
As a leading manufacturer of fire pump equipment, we are committed to providing innovative, efficient, and reliable fire protection solutions to customers worldwide. Our product range includes electric fire pump sets, diesel engine fire pump units, fire pump system integration equipment, and intelligent control systems, widely used in high-rise buildings, industrial parks, petrochemical plants, transportation hubs, and more, meeting the diverse firewater needs of different scenarios.
Each fire pump unit is powered by high-efficiency motors and performance pumps to ensure stable water pressure and flow in emergency situations. We design and manufacture all our products in strict compliance with international fire safety standards such as NFPA20, ISO, and UL/FM, with every unit undergoing rigorous quality checks and performance validation to ensure reliable operation when it matters most.
By integrating intelligent control systems, our fire pump solutions offer features such as remote monitoring, self-diagnostics, and automatic start-stop functions, making them highly efficient and dependable in real-world applications. Moreover, all of our equipment is designed to withstand harsh environments with high shock and corrosion resistance, ensuring reliable operation under any condition.
Our products not only provide essential fire protection but also focus on energy-saving, environmental friendliness, and smart design, offering long-term low-cost, high-efficiency solutions for our clients.