Split Case Centrifugal Fire Pump Systems for 24/7 Fire Water Supply Protection
The dual-suction centrifugal fire pump system adopts a high-efficiency horizontal dual-suction centrifugal pump and independent diesel power. It has the advantages of large flow, high head, automatic start, continuous operation, intelligent control and multiple safety protections. It is widely used in large buildings, petrochemicals, power energy, ports, airports, data centers and municipal fire protection projects, providing a stable and reliable fire water supply solution for modern fire protection systems around the clock.
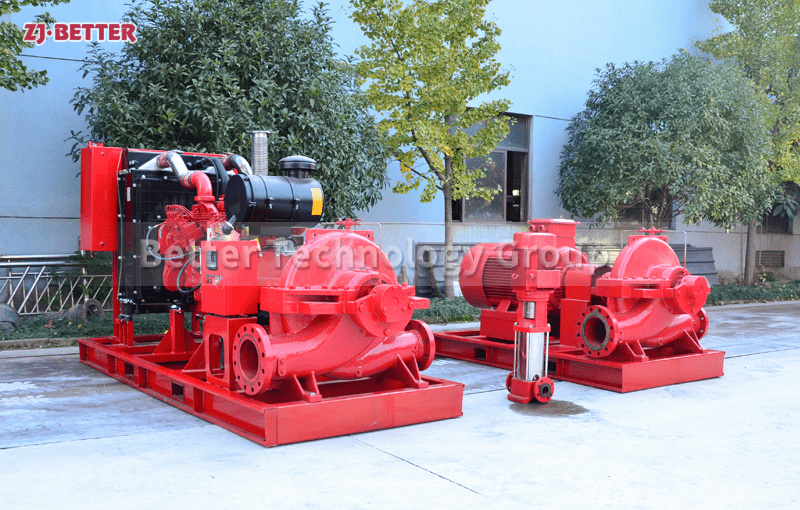
Double-suction centrifugal fire pump systems are widely used high-flow-rate fire-fighting equipment in modern fire water supply engineering. They are specifically designed for high-standard fire protection needs in large buildings, industrial parks, petrochemical plants, power plants, ports, airports, rail transit, data centers, warehousing and logistics centers, and municipal fire protection projects. The system consists of a high-performance horizontal double-suction centrifugal fire pump, diesel power unit, intelligent automatic control system, cooling system, coupling, common base, and supporting piping. It features strong water supply capacity, stable operation, high degree of automation, long continuous working time, and convenient maintenance. In the event of a fire, the system can quickly start and continuously output a stable flow and pressure, providing reliable fire water supply for automatic sprinkler systems, fire hydrant systems, water mist fire extinguishing systems, and fire monitor systems. It is an indispensable piece of equipment in modern large-scale fire protection projects.
The double-suction centrifugal fire pump adopts a horizontal split-case design, with the suction inlets located on both sides of the impeller. Liquid enters the center of the impeller simultaneously from both ends and is then transported to the outlet by the high-speed rotation of the impeller. The dual-suction structure effectively reduces the inlet flow velocity, improves water suction capacity, reduces the possibility of cavitation, and simultaneously makes the impeller more evenly stressed, reducing axial force and improving equipment operational stability. Compared with ordinary single-suction fire pumps, dual-suction centrifugal fire pumps can achieve greater flow output and higher operating efficiency under the same operating conditions, making them ideal for high-flow-rate fire water supply systems and long-term continuous firefighting operations.
The system is equipped with an independent diesel power drive unit, enabling it to continue normal operation in special circumstances such as building power outages or power grid failures, providing a reliable power source for the fire protection system. Diesel engines have advantages such as rapid start-up, high output torque, strong continuous operation capability, and adaptability to complex environments. Through an intelligent start-up program, the system can quickly complete the start-up process, immediately driving the fire pump to operation after the fire control system issues a start command, ensuring uninterrupted fire water supply. For critical locations such as petrochemical plants, ports, power facilities, and large industrial enterprises, the independent power system can significantly enhance the safety assurance capability of the fire protection system.
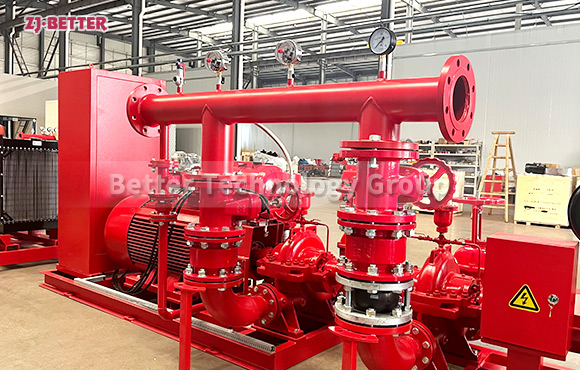
To fully utilize the performance of the fire pump, the system employs an advanced hydraulic model design, optimizing the pump body flow channel, double-suction impeller, and volute structure to ensure smoother water flow, effectively reduce hydraulic losses, and improve overall water delivery efficiency. The high-precision impeller, CNC machined and dynamically balanced, maintains low vibration, low noise, and high stability during high-speed operation, continuously outputting stable flow and head to ensure sufficient water supply throughout the firefighting process.
The double-suction centrifugal fire pump system boasts excellent high-flow-rate water supply capacity and can be configured in various specifications to meet different project needs. Whether for large commercial complexes, high-rise building clusters, industrial plants, warehousing and logistics centers, or airports, ports, subways, and municipal fire protection facilities, it can provide corresponding flow and head configurations according to fire protection design requirements, meeting the water supply needs of different fire protection systems. Stable high-flow-rate output ensures simultaneous water supply to multiple fire zones, improving the overall firefighting capability of large buildings.
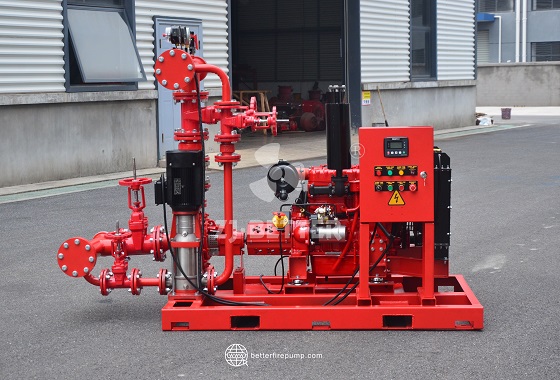
The intelligent automatic control system is a crucial component of the entire system. The control cabinet uses intelligent control programs to monitor the fire pipeline pressure, diesel engine operating status, fire pump operating status, and various protection parameters in real time. When the fire hydrant pressure drops to the set value, the system automatically starts the diesel engine and fire pump; after the firefighting operation is completed, it can shut down according to the control logic. The control system supports automatic, manual, and remote control modes, and also has functions such as operation data display, fault alarm, historical record, and status monitoring, providing comprehensive support for equipment management.
To ensure long-term stable operation of the equipment, the system is equipped with comprehensive safety protection functions, including low oil pressure alarm, high water temperature alarm, overspeed protection, start-up failure alarm, abnormal battery voltage alarm, fuel level alarm, and abnormal pressure alarm. When an equipment abnormality is detected, the control system can immediately issue an alarm signal and take protective measures according to the set program, effectively avoiding equipment damage and improving the reliability and safety of the entire fire water supply system.
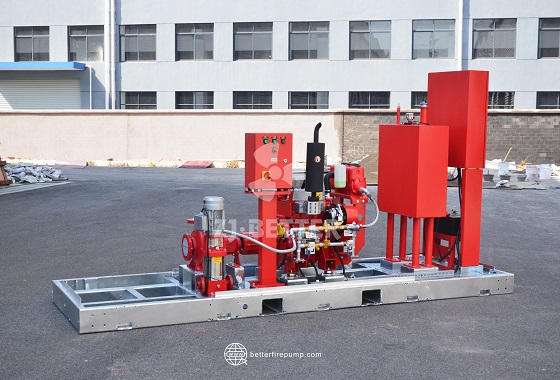
The system adopts a modular design concept, mounting the diesel engine, dual-suction fire pump, control cabinet, radiator, fuel system, and various accessories on a high-strength common base. The overall structure is compact, convenient for transportation, and highly efficient for installation. The layout of each functional module is reasonable, with ample maintenance space, facilitating daily inspection, maintenance, and repair by staff, significantly reducing the difficulty of later maintenance and downtime, and improving the overall life-cycle operating efficiency of the equipment.
In terms of materials and manufacturing processes, key components of the system are made of high-strength, wear-resistant materials. The pump body possesses excellent mechanical strength and corrosion resistance, enabling it to withstand long-term operation and complex environments. The impeller employs precision casting technology, improving water delivery efficiency while enhancing wear resistance. High-quality bearings are selected, featuring high load-bearing capacity, stable operation, and long service life. The mechanical seal offers excellent sealing performance, effectively reducing leakage and improving the overall reliability of the equipment. The entire system undergoes rigorous performance testing, pressure testing, and continuous operation testing before leaving the factory to ensure that each unit meets the long-term stable operation requirements of fire protection projects.
The dual-suction centrifugal fire pump system is not only suitable for traditional building fire protection projects but also widely used in petrochemical, natural gas storage and transportation, power energy, steel metallurgy, mining, ports and docks, rail transit, data centers, hospitals, schools, large commercial complexes, and municipal fire protection projects. To meet diverse project needs, different flow rates, heads, control methods, and interface standards can be flexibly configured to comply with fire protection codes and engineering construction requirements in various regions worldwide, providing reliable water supply for various fire protection projects.
With the continuous development of smart fire protection technology, dual-suction centrifugal fire pump systems can also be equipped with remote communication modules to achieve data interconnection with fire control centers, building automation systems, and smart fire protection platforms. Managers can view equipment operating status, pressure changes, alarm information, and historical records in real time, and perform operational analysis and maintenance management through a remote platform, improving the efficiency of fire equipment management, reducing manual inspection costs, and providing technical support for modern digital fire protection construction.
Energy-saving operation is also one of the system’s key advantages. The high-efficiency dual-suction centrifugal fire pump, combined with advanced diesel power matching technology, improves energy utilization and reduces fuel consumption while ensuring fire protection performance. The intelligent control system optimizes start-up and shutdown logic based on equipment operating status, reducing ineffective operating time and improving overall equipment economy. Simultaneously, due to the system’s low vibration, low wear, and long maintenance cycle, it effectively reduces subsequent maintenance costs, creating higher comprehensive economic value for users.
In summary, the dual-suction centrifugal fire pump system, with its horizontal dual-suction structure, large flow water supply capacity, high-efficiency hydraulic design, independent diesel power, intelligent automatic control, multiple safety protections, modular integrated design, and smart fire protection compatibility, can meet the requirements for all-weather fire water supply. Whether facing large industrial facilities, key public buildings, or complex fire protection projects, this system can continuously and stably output sufficient fire-fighting water, providing reliable power support for fire-fighting facilities, and comprehensively improving the safety, reliability, and operational efficiency of the fire protection system. It is a trustworthy core device in modern large-scale fire-fighting water supply projects.