Automatic Constant Pressure Fire Water Supply Equipment for Reliable Building Fire Protection
Automatic constant pressure fire-fighting water supply equipment integrates fire pumps, pressure-stabilizing pumps, pressure tanks, and intelligent control systems to achieve constant pressure operation, automatic monitoring, and energy-saving control of fire-fighting pipelines. It is widely used in high-rise buildings, commercial complexes, hospitals, schools, industrial plants, and municipal fire protection projects, comprehensively improving the reliability and water supply stability of building fire protection systems.
With the continuous expansion of modern building scale, high-rise residential buildings, commercial complexes, hospitals, schools, hotels, industrial plants, and large public facilities place increasingly higher demands on fire-fighting water supply systems. Fire-fighting systems not only need to rapidly provide sufficient water for fire suppression during a fire, but also need to maintain stable pipeline pressure throughout daily operation to ensure the entire fire network is in optimal standby condition. Traditional fire-fighting water supply equipment is prone to problems such as pressure fluctuations, water hammer, frequent start-ups and shutdowns, and energy waste during long-term operation, thus affecting the overall reliability of the fire-fighting system. Automatic constant-pressure fire-fighting water supply equipment is an important fire-fighting equipment that has been widely used in this context. This equipment organically combines the main fire pump, pressure-stabilizing pump, pressure tank, intelligent control cabinet, pressure sensing system, and automatic control technology. Through real-time monitoring and automatic adjustment, it achieves constant pressure control of the fire-fighting pipeline network, providing safe, stable, and efficient water supply for modern building fire-fighting systems. As an important component of modern fire protection engineering, automatic constant-pressure fire-fighting water supply equipment not only meets fire protection code requirements but also effectively improves the operational efficiency and safety level of the fire-fighting system.
The biggest advantage of automatic constant-pressure fire-fighting water supply equipment is its ability to continuously maintain stable pressure in the fire-fighting pipeline network. When fire protection pipelines are in a static standby state for extended periods, pressure fluctuations can occur due to factors such as temperature changes, minor leaks, and valve status changes. If the pressure is too low, the water supply response speed may decrease during a fire; if the pressure is too high, it can easily increase the pipeline load and shorten equipment lifespan. Automatic constant-pressure fire protection water supply equipment uses high-precision pressure sensors to collect system pressure data in real time and transmits the information to an intelligent control system. When a pressure drop is detected, the pressure-stabilizing pump automatically starts to replenish the pressure; when the pressure recovers to the set value, it automatically stops operating, thus ensuring that the fire protection system maintains a stable pressure state. This intelligent constant-pressure control method effectively improves the reliability and responsiveness of the fire protection system.
The equipment adopts advanced intelligent control technology to achieve fully automatic operation and management. The control system has a built-in high-performance PLC control module and a human-machine interface, which can display the system operating status, pressure parameters, fault information, and equipment operation records in real time. Users can flexibly set the pressure range, start/stop parameters, and operating modes according to actual project needs. The system has automatic detection, automatic adjustment, automatic alarm, and automatic protection functions, and can operate stably for a long time without human intervention. For large buildings and complex fire protection projects, intelligent management not only reduces manual maintenance costs but also significantly improves equipment operating efficiency and management level.
High-efficiency pressure-stabilizing pumps are a crucial core component of automatic constant-pressure fire-fighting water supply equipment. The equipment typically uses high-efficiency centrifugal pumps or vertical multistage pumps as pressure-stabilizing units, featuring moderate flow rate, stable head, quiet operation, and significant energy savings. Optimized impeller structures and fluid channels effectively reduce energy loss and improve operating efficiency. In normal standby mode, the pressure-stabilizing pump only needs to compensate for minor pressure losses in the system to maintain stable operation of the entire fire-fighting network, avoiding frequent starts of the main fire pump, thereby effectively extending equipment life and reducing energy consumption.
Automatic constant-pressure fire-fighting water supply equipment is also equipped with a pressure energy storage device. The pressure tank stores water and air at a certain pressure. When the system pressure changes slightly, the pressure tank can preferentially release the stored energy for compensation, reducing the number of times the pressure-stabilizing pump starts. Through the coordinated work of the pressure tank and the pressure-stabilizing pump, the system can achieve a more stable pressure control effect, avoiding the impact of frequent start-stop cycles on the equipment. Meanwhile, the pressure tank effectively mitigates water hammer in the pipeline network, improving the stability and safety of the entire fire-fighting water supply system.
Energy-saving operation is a crucial development direction for modern building equipment. Automatic constant-pressure fire-fighting water supply equipment employs intelligent control and optimized operation strategies, automatically adjusting its operating status based on actual pressure changes. Compared to the continuous high-power operation of traditional water supply systems, this equipment only activates the pressure-stabilizing pump when needed, significantly reducing energy consumption. Simultaneously, high-efficiency motors and advanced control technology further improve energy utilization and reduce long-term operating costs. For large commercial complexes, industrial parks, and public building projects, the energy-saving advantages can bring significant economic and social benefits.
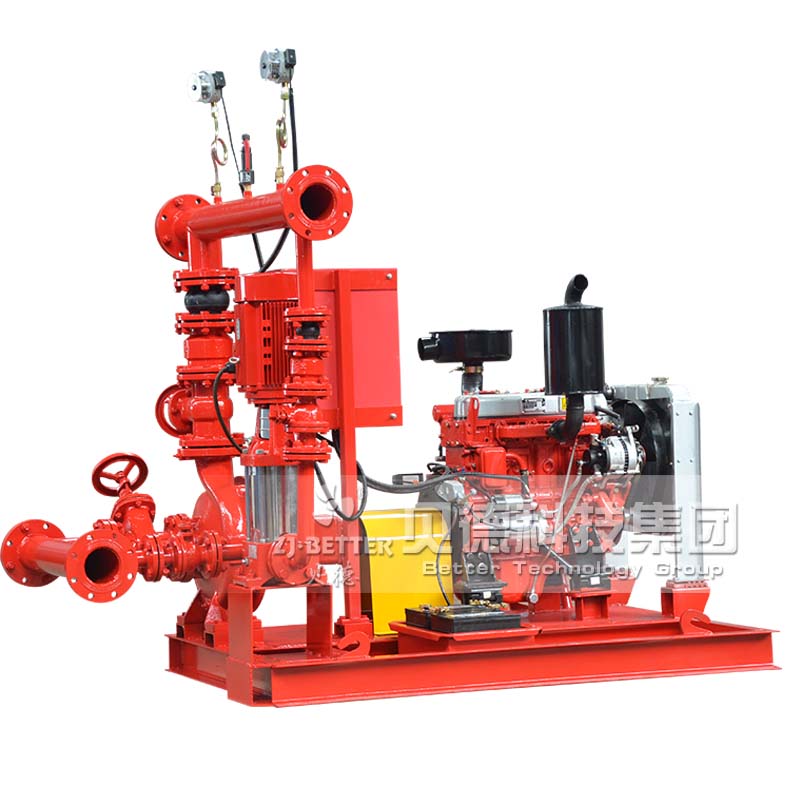
The equipment’s structural design fully considers the installation needs of modern buildings. The overall modular integrated design centrally mounts the fire pump, pressure tank, control cabinet, valves, and piping system on a unified base. The compact structure, small footprint, and convenient installation allow it to adapt to various building machine room layout requirements. The modular design not only shortens the construction cycle but also facilitates later maintenance and equipment upgrades. It enables rapid deployment and efficient application for both new projects and old system renovation projects.
To ensure long-term stable operation, key components of the equipment are manufactured using high-quality materials. The pump body is made of high-strength cast iron or stainless steel, possessing excellent pressure resistance and corrosion resistance; the impeller undergoes precision machining and dynamic balancing testing to ensure smooth and reliable operation; the control system uses industrial-grade electrical components, capable of adapting to long-term continuous working environments. The entire machine undergoes rigorous performance testing and factory inspection to ensure efficient and stable operation even under complex working conditions, providing long-term reliable protection for the fire protection system.
The automatic constant-pressure fire water supply equipment has comprehensive safety protection functions. The system is equipped with overload protection, phase loss protection, short-circuit protection, overvoltage protection, undervoltage protection, and fault alarm functions. When abnormal conditions occur during equipment operation, the control system can promptly issue alarms and take corresponding protective measures to prevent equipment damage and system failure. Simultaneously, the equipment can record fault information and operating data, facilitating maintenance personnel to quickly troubleshoot problems and perform targeted maintenance, improving system operational safety.
This equipment is widely used in various building fire protection engineering projects. In high-rise residential buildings and commercial complexes, automatic constant-pressure fire-fighting water supply equipment ensures that the fire protection pipe network maintains the prescribed pressure at all times; in public buildings such as hospitals and schools, it improves the reliability and safety level of the fire protection system; in industrial plants and warehousing and logistics centers, it meets the pressure maintenance needs of large-area fire protection pipe networks; and in hotels, office buildings, and municipal facilities, it provides stable fire-fighting water supply around the clock. Its wide applicability makes it an indispensable and important piece of equipment in modern building fire protection systems.
With the continuous advancement of smart fire protection construction, automatic constant-pressure fire-fighting water supply equipment is developing towards digitalization and networking. Modern equipment can be connected to remote monitoring platforms, enabling real-time uploading and remote management of operating status through IoT technology. Managers can view equipment operation status, pressure data, and fault alarm information via computer or mobile terminal, achieving remote inspection and intelligent maintenance. Through big data analysis and predictive maintenance technology, potential fault risks can be detected in advance, reducing the probability of equipment downtime and improving the overall reliability of the fire protection system.
In the future, with the continuous expansion of building scale and the continuous improvement of fire safety standards, automatic constant-pressure fire-fighting water supply equipment will play an even more important role in modern fire protection engineering. With its comprehensive advantages including constant pressure control, intelligent management, energy efficiency, safety and reliability, and convenient maintenance, this product can effectively improve the operational quality and safety level of building fire protection systems, and build a more complete fire water supply guarantee system for various building projects. Whether for daily pressure maintenance or fire emergency response, automatic constant pressure fire water supply equipment can provide stable and reliable support, safeguarding life and property.