Smart Pressure-Stabilized Diesel Fire Pump Configuration Guide for Large Building Fire Systems
The intelligent pressure-stabilized diesel fire pump system has independent power, stable pressure supply and automatic control functions, providing reliable, efficient and continuous fire water supply for large buildings.
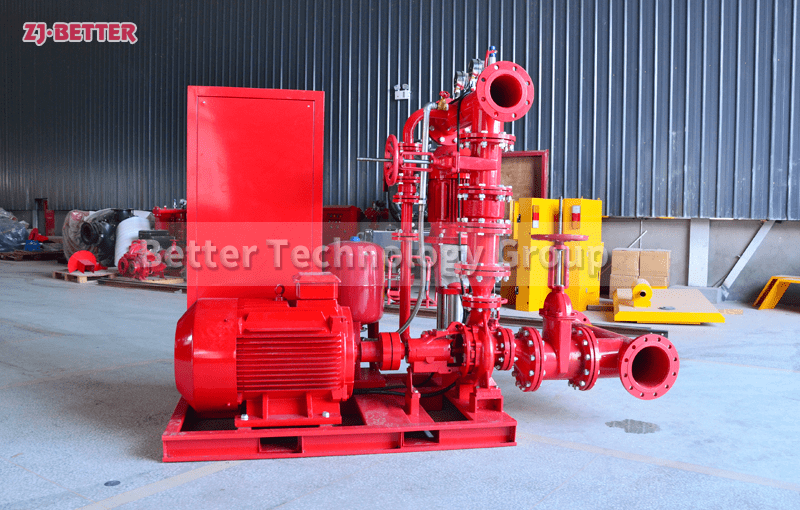
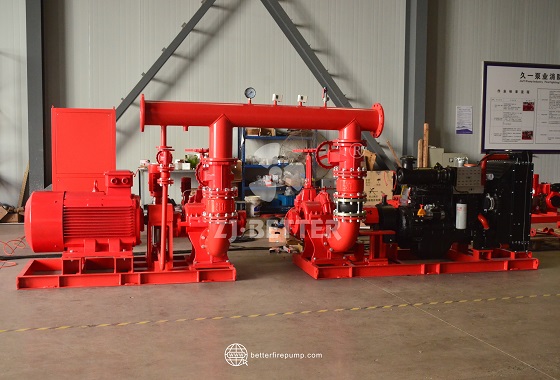
The intelligent pressure-stabilized diesel fire pump system discussed in this guide to the configuration of essential intelligent pressure-stabilized diesel fire pumps for large building fire protection systems is an indispensable core fire protection power equipment in modern high-rise buildings, large commercial complexes, logistics and warehousing centers, chemical plants, and industrial parks. Through deep integration of independent power drive and a pressure-stabilizing system, it achieves continuous pressure supply, automatic adjustment, rapid response, and efficient fire extinguishing capabilities, ensuring the entire fire protection system maintains a stable and reliable operating state under any circumstances. With the continuous expansion of modern building scale, fire water demand has become more complex and requires higher stability. Relying solely on electric pumps cannot fully cover various emergency scenarios. The intelligent pressure-stabilized diesel fire pump system has emerged to meet this need. It can not only maintain independent operation in the event of power outages, line faults, or extreme weather, but also achieve stable water pressure around the clock through a pressure tank, pressure sensors, and an automatic control system, providing continuous and reliable power support for the entire fire protection network. As a core component of large-scale building fire protection systems, intelligent pressure-stabilized diesel fire pumps typically include a main diesel pump, a pressure-stabilizing pump, a pressure tank, an automatic control cabinet, sensor modules, pump body components, a forced cooling device, a large-capacity fuel tank, and a heavy-duty base. These modules construct a stable, controllable, and sustainable fire water supply system. The diesel pump, as an independent power source, can start rapidly without external power supply and reach rated speed within seconds, ensuring sufficient pressure for sprinkler systems and fire hydrants in the early stages of a fire. The pressure-stabilizing system automatically starts and stops the small-flow pressure-stabilizing pump by monitoring the pipeline pressure in real time, maintaining the pipeline within the optimal pressure range and preventing sprinkler malfunction due to insufficient pressure or system damage due to excessive pressure.
From a performance perspective, intelligent pressure-stabilized diesel fire pump systems have significant advantages. First, they possess superior independent power capabilities, relying on no external power source. Even in the event of a complete power outage or electrical system failure in the building, the equipment can still maintain a continuous high-pressure water supply entirely powered by diesel fuel. This is irreplaceable for critical scenarios such as large commercial complexes, hospitals, airports, and railway stations. Secondly, its pressure stabilization function is achieved through the coordinated operation of the pressure tank and the automatic pressure-stabilizing pump, maintaining a stable static pressure in the fire-fighting network. This ensures that sprinkler alarm valves, wet systems, and fire hydrant systems are always on standby, significantly shortening fire response time. Thirdly, the intelligent control system, through functions such as pressure monitoring, automatic alarms, system self-checks, fault protection, data recording, and multi-mode switching, constructs a highly automated operating system. This allows the equipment to operate continuously and stably without human intervention and automatically protects itself in case of anomalies, effectively preventing system failures caused by operational errors or delayed responses.
In terms of structural design, the intelligent pressure-stabilizing diesel fire pump system uses a reinforced all-steel welded base, an anti-seismic structural layout, and high-strength pump body materials, ensuring low vibration, low noise, and high stability even at high speeds. The pump body’s internal design incorporates optimized flow channels and a highly wear-resistant impeller, improving hydraulic efficiency and extending service life under high-load continuous operation. The diesel engine is equipped with a forced cooling system, an upgraded air filtration system, and a high-efficiency fuel supply module, ensuring stable operation even in high-temperature, high-humidity, dusty, or poorly ventilated building mezzanines. Furthermore, the large-capacity fuel tank supports uninterrupted water supply for extended periods, offering significant advantages in long-duration firefighting operations, such as those involving large buildings.
The intelligent pressure-stabilizing diesel fire pump system also exhibits enhanced environmental adaptability in practical applications. For high-rise and super high-rise buildings, the complex fire piping network and high head requirements make the high power and high head characteristics of the diesel pump particularly important, ensuring water pressure covers the entire building structure. In large commercial centers and underground utility tunnels, due to high pedestrian traffic, complex spaces, and high fire loads, the system can quickly provide stable pressure to the automatic sprinkler system through its high-speed start-up capability, preventing fire spread. In logistics and warehousing centers and industrial parks, the system can maintain high-efficiency water supply over long distances, unrestricted by site size. Regardless of external conditions, relying on intelligent monitoring and automatic adjustment functions, the entire fire piping network remains within the optimal pressure range, significantly improving fire response speed and overall firefighting efficiency.
In terms of maintenance, the intelligent pressure-stabilized diesel fire pump system, with its modular design, makes inspection, maintenance, and parts replacement more convenient. The control system has self-diagnostic and alarm functions, providing real-time alerts for issues such as insufficient oil pressure, excessively high water temperature, low battery voltage, insufficient fuel, or pump malfunctions, allowing maintenance personnel to identify and address potential problems immediately. The open layout facilitates daily inspections of the diesel engine, pump body, valves, and filtration system, while standardized design of vulnerable parts reduces maintenance costs, ensuring the system remains in good operating condition for extended periods.
As a core fire-fighting force in modern large-scale buildings, the intelligent pressure-stabilized diesel fire pump system not only possesses high-performance power, stable pressure supply capacity, and strong environmental adaptability, but also achieves a higher level of safety through intelligent control. It solves various fire-fighting water supply challenges, such as water supply difficulties in high-rise buildings, high water loads in commercial complexes, long distances in warehousing parks, and industrial facilities with many flammable materials. Whether in power outages, extreme weather, or complex environments, the equipment can quickly be put into operation, providing continuous and stable fire-fighting water supply protection for the building. Its independent operation capability, strong power performance, sustainable voltage stabilization effect, intelligent control system and highly durable structural design make it an indispensable core equipment in large building fire protection systems, providing a solid and reliable guarantee for the fire safety of modern urban buildings.