High Head Diesel Fire Pump Units for Long Distance Fire Water Supply
High-head diesel fire pump units are specifically designed for long-distance fire water supply. Featuring robust power, stable high-pressure output, and independent operational capabilities, they are widely deployed in the fire protection systems of industrial parks, high-rise buildings, and large-scale infrastructure projects, providing efficient and reliable solutions for remote fire water delivery.
In modern large-scale industrial facilities, petrochemical complexes, port terminals, power generation projects, and expansive warehousing and logistics parks, fire protection systems must not only possess rapid response capabilities but also maintain stable water pressure and sufficient flow rates during long-distance transmission to ensure that, in the event of a fire, critical areas are immediately covered and the spread of the blaze is effectively contained. Against this backdrop, high-head diesel fire pump units have emerged as a core component within long-distance fire water supply systems, distinguished by their robust power output, exceptional long-range water delivery performance, and highly reliable independent operational capabilities. Typically powered by a diesel engine, these units utilize an efficient transmission system to drive a centrifugal fire pump; within the pump body, water flow undergoes progressive pressurization via an optimally designed multi-stage impeller, thereby achieving a high-head output. This capability enables the units to deliver water from a source to heights of tens or even hundreds of meters, or across horizontal distances of hundreds of meters or more, thereby fully meeting the practical demands for long-distance fire water supply in large-scale projects. In practical applications, this high-head performance not only guarantees supply stability for high-rise buildings or sites with complex terrain but also facilitates cross-zone fire water supply within large industrial parks, effectively mitigating pressure attenuation issues caused by excessively long piping networks and significantly enhancing the overall coverage and firefighting efficiency of the entire system.
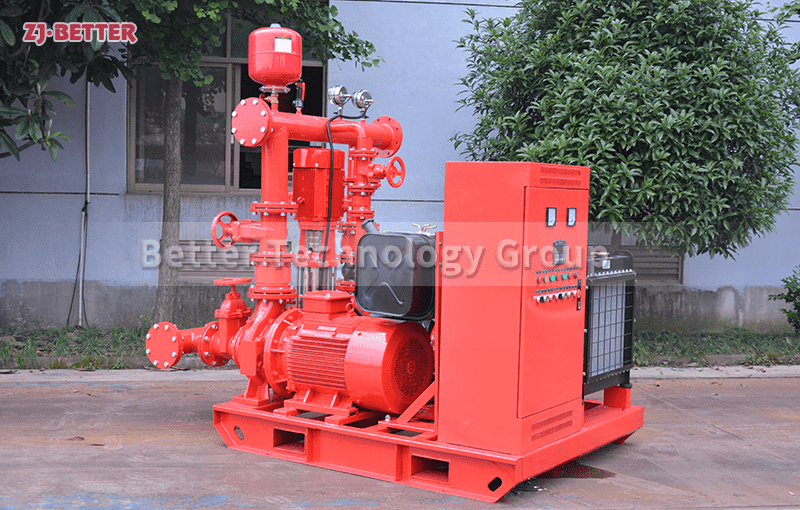
From a structural design perspective, high-head diesel fire pump units typically feature a robust and durable skid-mounted configuration, integrating the diesel engine, fire pump, control system, and auxiliary piping into a single cohesive unit. This integrated design not only enhances the overall structural integrity and stability of the equipment but also streamlines the transportation and installation processes, making it particularly well-suited for project environments characterized by tight construction schedules or complex site conditions. The equipment base is constructed from high-strength steel, designed to effectively absorb vibrations generated during operation and ensure the unit maintains stable performance even during prolonged periods of continuous running. Furthermore, the logical structural layout facilitates maintenance and servicing, allowing for quick and easy access to critical components—such as the diesel engine, pump body, and control system—thereby reducing maintenance complexity and minimizing downtime required for repairs. In terms of hydraulic performance, this class of units optimizes impeller design and flow channel structure to minimize turbulence and energy loss during water conveyance. This allows the units to achieve high discharge heads while maintaining high operational efficiency—a feature of particular importance for fire suppression systems that require continuous, long-duration water supply. High efficiency not only reduces fuel consumption but also minimizes equipment wear, thereby extending the overall service life of the unit.
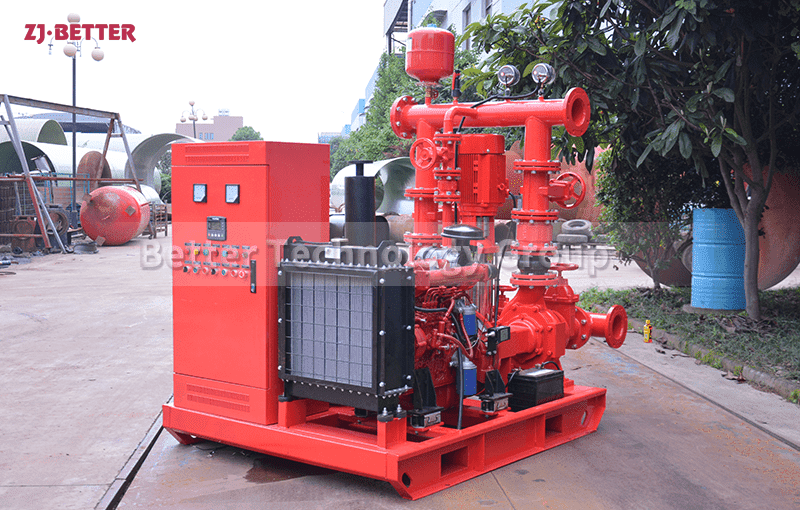
As the core power source, the diesel engine directly determines the reliability and stability of the fire pump unit. High-head diesel fire pump units are typically equipped with industrial-grade diesel engines, characterized by robust power output and excellent load-bearing capabilities. Even under heavy-load operating conditions, these engines maintain a stable rotational speed, thereby ensuring consistent output pressure and flow rate from the pump. Compared to electric fire pumps, the primary advantage of diesel-driven units lies in their independence; they do not rely on external power grids and can continue to operate normally during power outages or grid failures. This is a critical factor in emergency firefighting scenarios, as fires are often accompanied by disruptions to the electrical infrastructure; diesel fire pumps can be activated and deployed immediately, providing a continuous and reliable water source for firefighting operations. Furthermore, modern diesel engines are equipped with sophisticated cooling and lubrication systems, enabling them to maintain optimal performance even in high-temperature environments or during prolonged periods of continuous operation, thereby preventing malfunctions caused by overheating or insufficient lubrication.
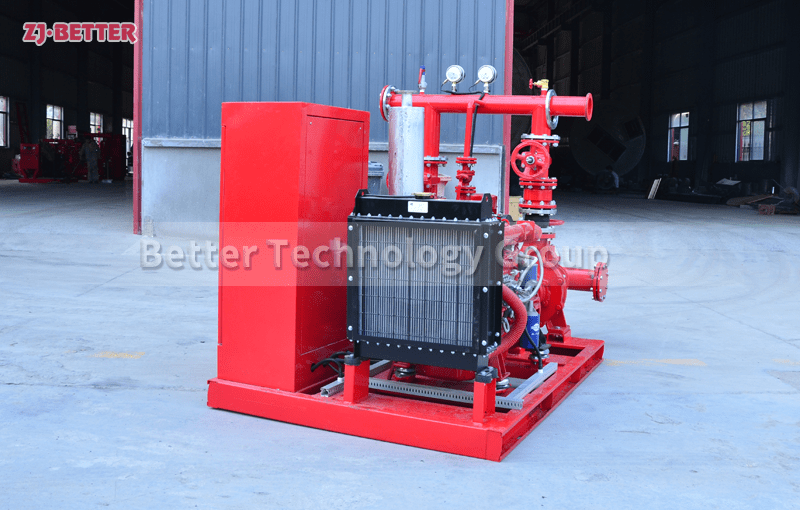
Regarding control systems, high-head diesel fire pump units typically feature intelligent control cabinets capable of performing functions such as automatic start-up, automatic shut-down, and operational status monitoring. When the pressure in the fire protection pipeline network drops or the system receives a fire alarm signal, the control system rapidly issues a start command, enabling the diesel engine to start up and drive the fire pump into operation within a very short timeframe, thereby ensuring a rapid response in water supply. This level of automation not only accelerates the system’s reaction speed but also mitigates the risks of delay associated with manual operation. Additionally, the control system incorporates multiple safety protection features—including over-speed protection, low oil pressure alarms, high-temperature protection, and self-diagnostic capabilities. Should any operational anomalies occur, the system promptly triggers an alarm and initiates appropriate protective measures, thereby effectively preventing equipment damage and ensuring the safe and secure operation of the entire system. Certain systems can also be configured with remote monitoring capabilities, enabling management personnel to monitor equipment operating status in real-time via a network. This facilitates remote management and maintenance, thereby further enhancing the system’s level of intelligence.
In terms of adaptability to complex environments, high-head diesel fire pump units also demonstrate exceptional performance. Their design takes full account of various adverse factors inherent in industrial settings—such as high and low temperatures, humidity, dust, and corrosive gases. By incorporating corrosion-resistant materials and applying protective coatings, the equipment is ensured to operate stably over the long term, even within harsh environments. In specialized settings—such as petrochemical plants, mines, power stations, and coastal ports—these units can be further customized with explosion-proof or salt-spray-resistant designs to meet more stringent safety standards, thereby guaranteeing reliable performance even under extreme conditions. Furthermore, the design of these units places significant emphasis on noise and vibration control; through structural optimization and the installation of vibration-damping devices, the equipment minimizes the impact of noise and vibration on the surrounding environment during operation—a feature of particular importance for applications located in urban or densely populated areas.
From a system application perspective, high-head diesel fire pump units serve not only as primary fire pumps but can also function as backup pumps, forming a complementary configuration alongside electric fire pumps. Under normal circumstances, the electric pump handles routine water supply; however, in the event of a power outage or primary pump failure, the diesel pump can rapidly take over operations, ensuring the continuous functioning of the fire protection system. This dual-redundancy mechanism significantly enhances the overall reliability of the system. Additionally, in long-distance water supply systems, these units can be integrated with pressure-stabilizing devices or pressure tanks. By regulating and buffering pressure within the pipe network, this configuration further improves water supply stability and prevents equipment damage or uneven water distribution caused by pressure fluctuations. In large-scale engineering projects, the strategic deployment of multiple high-head diesel fire pump units allows for the creation of zoned or multi-point water supply systems, enabling firewater sources to cover different areas with greater flexibility and thereby boosting overall firefighting efficiency. In terms of maintenance and operation, this type of unit also offers significant advantages. Its structural design prioritizes practicality and ease of maintenance; key components are logically arranged to facilitate routine inspections and servicing. The diesel engine’s filtration, fuel, and lubrication systems can all be serviced rapidly, thereby minimizing downtime and maximizing equipment availability. Furthermore, by utilizing durable materials and high-quality manufacturing processes, the equipment exhibits a low failure rate and extended maintenance intervals during long-term operation, contributing to a reduction in overall operating costs. Additionally, in response to increasingly stringent requirements for energy conservation and environmental protection, modern high-head diesel fire pump units place greater emphasis on fuel efficiency and emission control in their design. Through the optimization of combustion systems and power matching, these units deliver robust power output while simultaneously reducing fuel consumption and emissions, thereby achieving a harmonious balance between high efficiency and environmental responsibility.
Overall, high-head diesel fire pump units play an indispensable and critical role in modern fire protection systems, distinguished by their exceptional long-distance water supply capabilities, stable and reliable operational performance, and robust adaptability to diverse environments. Whether deployed in large-scale industrial facilities, high-rise buildings, or areas with complex terrain, these units provide a continuous and stable water supply to fire protection systems, enabling them to respond swiftly in the event of a fire and minimize casualties and property damage. As technology continues to advance and application demands evolve, high-head diesel fire pump units will continue to progress toward even greater efficiency, intelligence, and reliability, offering increasingly advanced and comprehensive solutions for future fire protection engineering projects.