Industrial Standard Horizontal Fire Centrifugal Pump for Efficient Building Water Supply
Industrial Standard Horizontal Fire Centrifugal Pump engineered for high-efficiency building water supply systems. Featuring stable flow performance, high head capacity, durable cast iron construction, direct-coupled motor design, easy maintenance structure, and reliable long-term operation. Ideal for commercial buildings, industrial facilities, fire protection systems, municipal projects, and high-rise water supply applications requiring consistent pressure and dependable firefighting performance.
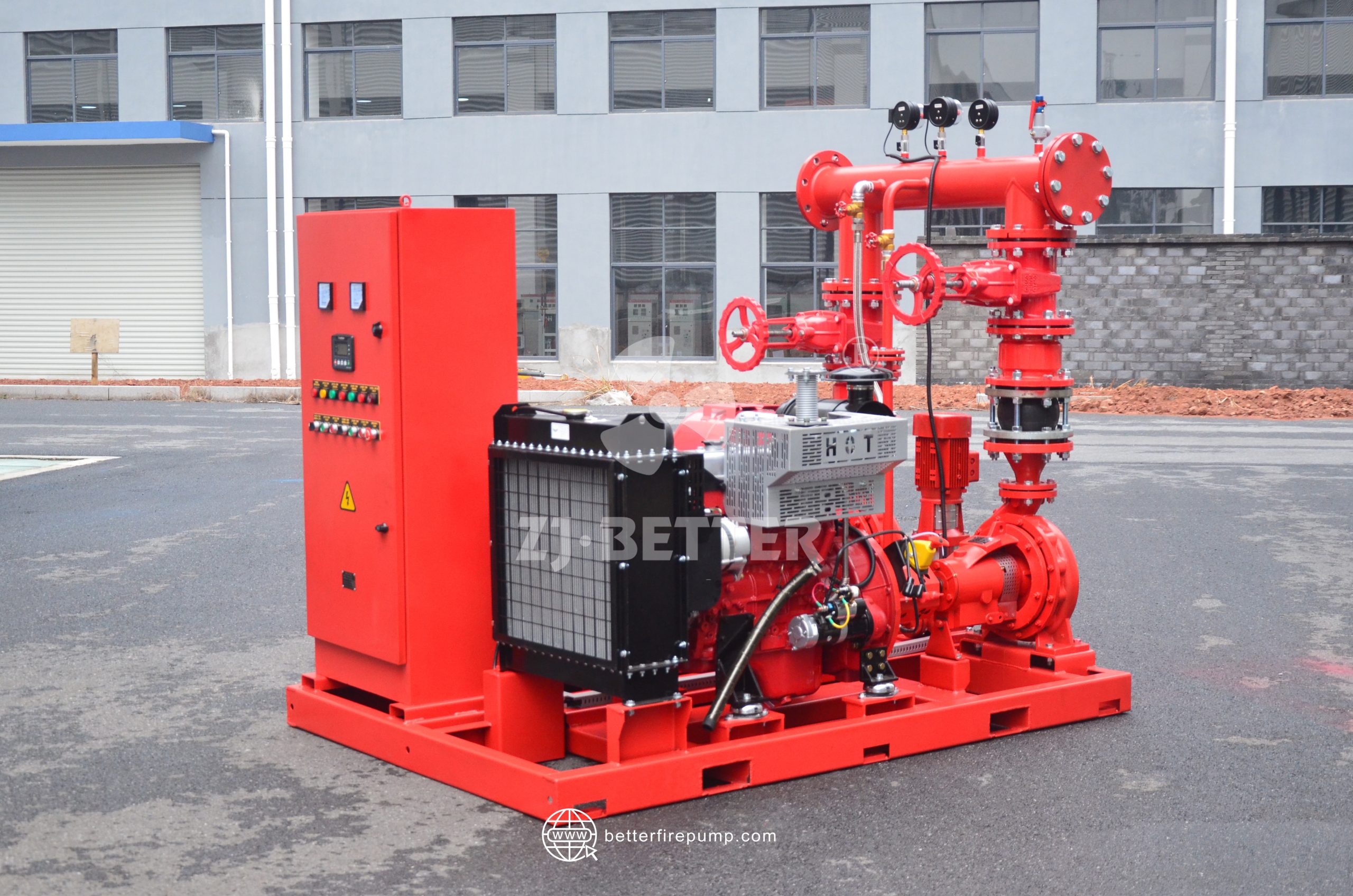
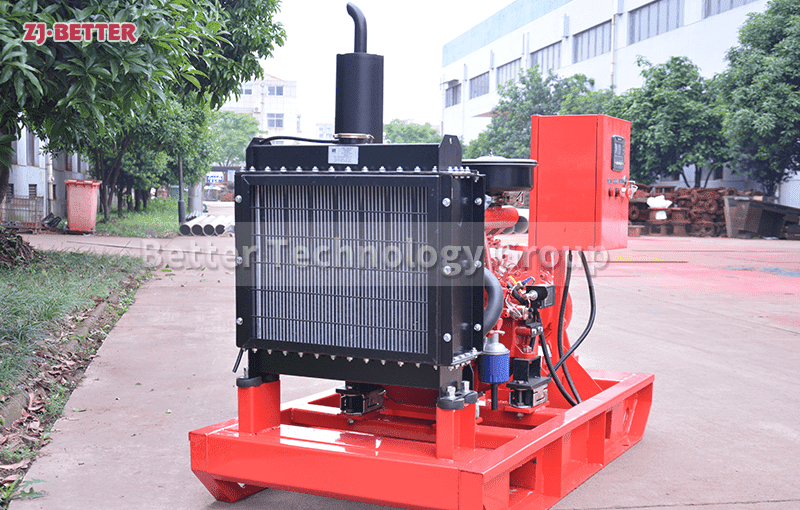
The industrial standard horizontal centrifugal fire pump is a core power unit specifically designed for modern building fire protection systems and industrial fire protection engineering. It features a horizontal single-stage end-suction structure and direct-drive motor, resulting in a compact structure, stable operation, and convenient maintenance. It can continuously provide stable and reliable fire water supply under various complex working conditions. This product is widely used in high-rise office buildings, commercial complexes, industrial plants, warehousing and logistics centers, hospitals, schools, underground parking garages, and municipal public facilities. As an important component of automatic sprinkler systems, fire hydrant systems, and fire water supply systems, it ensures rapid pressure establishment and stable output in the fire protection network during critical moments. The pump body is made of high-strength, high-quality cast iron using a one-piece casting process, resulting in a robust and pressure-resistant structure with excellent impact resistance and mechanical strength. The internal flow channels are precision-machined and optimized to create a smooth and stable flow path within the pump chamber, reducing hydraulic losses and energy consumption, thereby achieving high head and large flow rate at rated speed. The single-stage impeller is designed using a scientific hydraulic model. Through precise calculation of blade angles and flow channel curves, hydraulic efficiency is improved and turbulence is reduced. Combined with a rigorous dynamic balancing process, operational vibration and noise are effectively reduced, extending the service life of bearings and mechanical seals. The end-suction structure design aligns the water inlet direction with the pump shaft, and the outlet is located at the top, facilitating connection to fire protection piping networks. Standard flange interfaces comply with engineering installation specifications, allowing for rapid integration with existing systems, shortening the construction cycle and reducing installation costs. The motor uses a high-efficiency, energy-saving, fully enclosed, air-cooled motor with excellent insulation and heat dissipation performance. It maintains stable performance during long-term standby and quickly starts and reaches rated speed in the event of a fire, ensuring timely water pressure compliance with design requirements. The pump shaft is made of high-strength alloy steel and precision-machined, coupled with high-quality bearing components, effectively reducing friction loss and axial movement, improving overall operational stability. The mechanical seal system is made of wear-resistant and high-temperature-resistant materials, maintaining excellent sealing performance even under high pressure, preventing leaks from affecting the safety of the fire protection system. This industrial standard horizontal fire centrifugal pump features a wide performance curve design, allowing for precise matching of flow and head parameters to meet diverse water supply needs, from small and medium-sized buildings to large industrial projects. During daily operation, it can function as a pressure-stabilizing water supply pump, automatically starting and stopping via a pressure control system. This ensures timely water replenishment to maintain system stability during network pressure fluctuations, reducing mechanical wear from frequent main pump starts and extending the overall lifespan of the fire protection system. To enhance its adaptability to complex environments, the entire outer surface is treated with industrial-grade anti-corrosion coating, providing excellent oxidation and corrosion resistance, enabling long-term stable operation in humid machine rooms or semi-open environments. The base structure uses thickened steel for enhanced overall stability, allowing for easy positioning during installation. It operates with low vibration and noise, making it suitable for public building projects with high environmental noise requirements. Each product undergoes rigorous performance testing, pressure testing, and continuous operation trials before leaving the factory to ensure that every unit meets design standards and possesses long-term stable operation capabilities. This horizontal centrifugal fire pump can also be combined with electric main fire pumps and diesel fire pumps to form a complete pump system, realizing main and standby linkage and multi-level control, improving the safety level of the fire protection system, and maintaining water supply capacity even in the event of main power failure or emergency. By optimizing the matching of motor power and impeller diameter, the equipment achieves high-efficiency operation under rated conditions, while maintaining energy-saving performance during low-load stages, effectively reducing operating costs. The end-suction structure facilitates daily maintenance and repair, and the reasonable layout of key components allows for easy disassembly and assembly, enabling quick replacement of vulnerable parts, reducing downtime, and improving equipment availability. Its high head output capacity can meet the stringent pressure requirements of end sprinkler heads and fire hydrant outlets in high-rise buildings, and can achieve stable long-distance water supply in large industrial plants and warehousing and logistics centers, ensuring wide coverage and sufficient pressure of fire water sources. The equipment operates smoothly, effectively avoiding water hammer caused by sudden water pressure changes, protecting the safety of pipe networks and valve systems. With its robust and durable structural design, optimized hydraulic performance, and energy-efficient operation, this industrial-standard horizontal fire centrifugal pump ensures fire safety while maintaining economy and practicality, providing a reliable, efficient, and stable water supply solution for building and industrial fire protection projects. Whether in the construction phase of new projects or during the upgrading and renovation of existing systems, this equipment is an ideal choice due to its mature structural design and superior performance. It continuously outputs strong water pressure at critical moments, building a safe, stable, and efficient fire water supply system for various engineering projects, and comprehensively improving the reliability and operational efficiency of the overall fire protection system.