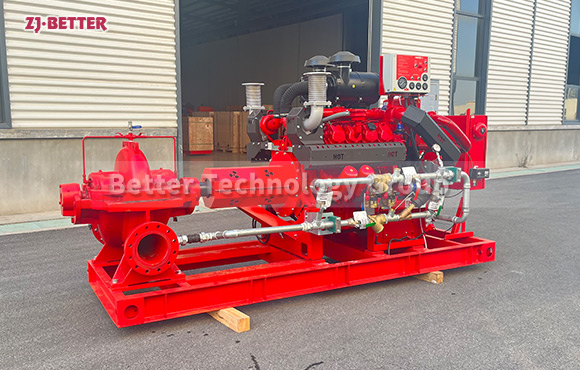
Long-Endurance Diesel Fire Pump Unit for Industrial Safety Applications
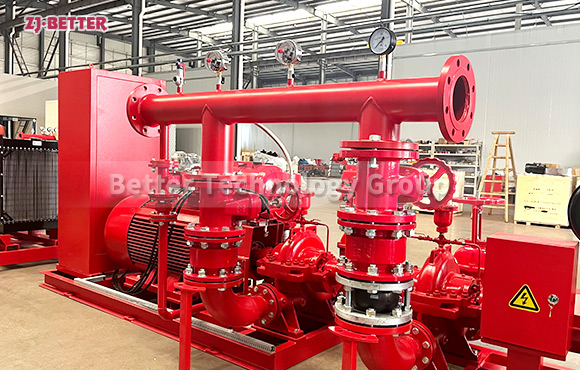
Industrial safety application-specific long-endurance diesel fire pump units are driven by high-performance diesel engines and have advantages such as independent power, rapid start-up, long-term continuous operation, large flow and high head water supply, and intelligent control. They are widely used in petrochemical, power, port, mining and large industrial fire protection systems, providing reliable emergency fire water supply solutions for critical facilities.
In the construction of modern industrial fire protection systems, stable, reliable fire-fighting equipment with continuous water supply capabilities has become a crucial foundation for ensuring safe production in enterprises. Especially in high-risk locations such as petrochemical plants, natural gas storage and transportation facilities, power plants, ports and docks, mining and metallurgy facilities, large-scale warehousing and logistics centers, and industrial manufacturing parks, fire accidents often involve complex situations such as high-temperature combustion, the spread of hazardous media, and large-scale fire proliferation. Therefore, fire-fighting water supply systems not only need rapid response but also the ability to operate continuously for extended periods. The industrial safety application-specific long-endurance diesel fire pump unit is a high-performance fire-fighting water supply device developed in this context. It adopts an independent diesel engine drive mode, combined with a high-efficiency centrifugal fire pump, intelligent control system, heavy-duty base structure, and high-performance cooling system, providing continuous and stable fire-fighting water supply under various complex operating conditions, establishing a reliable fire safety barrier for industrial facilities. The unit’s greatest feature is its completely independent power source. Even in the event of a large-scale power outage, damage to the power distribution system, or power interruption due to natural disasters, the equipment can still start quickly and continue operating. Compared to traditional electric fire pumps, the diesel engine drive mode has stronger emergency response capabilities, enabling it to independently undertake fire-fighting water supply tasks in critical moments. The engine is manufactured to industrial-grade design standards, possessing high torque output characteristics and excellent load adaptability. It can reach rated operating status in a short time, ensuring a stable water supply to the fire protection system immediately. To meet the needs of prolonged industrial fire suppression, the unit has been specially designed with enhanced endurance, achieving continuous operation for extended periods through optimized fuel system structure and power output efficiency. A large-capacity fuel supply system can meet the needs of prolonged firefighting operations, while the engine’s combustion efficiency has been optimized to reduce fuel consumption while ensuring power output, improving overall operating economy. For large industrial projects, continuous water supply capacity often determines the firefighting effect, and the long-endurance diesel fire pump unit is specifically designed to meet this core requirement, maintaining a stable water supply for hours or even longer, providing reliable support for firefighters. In terms of hydraulic performance, the unit is equipped with a high-efficiency centrifugal fire pump, employing advanced hydraulic model design and optimized impeller structure to ensure smoother fluid flow within the pump body, reducing energy loss and improving water delivery efficiency. The pump body can achieve high flow rate and high head output, meeting the needs of long-distance water delivery and fire water supply for high-rise buildings. Whether in large tank farms, production workshops, logistics warehouses, or industrial park fire protection networks, the unit receives ample and stable water pressure to ensure the normal operation of sprinkler systems, fire hydrant systems, and fire monitor systems. To guarantee stability during long-term continuous operation, the unit is equipped with a high-efficiency cooling system. Engines generate significant heat during operation; insufficient cooling capacity directly impacts equipment lifespan and reliability. The unit employs a combination of large industrial radiators and high-volume cooling fans, optimizing airflow layout for rapid heat exchange and effectively reducing engine operating temperature. Even in high-temperature environments or under high-load continuous operation, it maintains stable performance, preventing shutdown risks due to overheating. The cooling system also features automatic adjustment, adjusting heat dissipation intensity according to actual operating conditions to further improve equipment efficiency. An intelligent control system is a crucial component of the unit. This system monitors key parameters in real time, including engine speed, oil pressure, coolant temperature, battery voltage, operating time, and fire protection network pressure, and manages them centrally through a digital display interface. When the fire protection system pressure drops or a fire start signal is received, the equipment automatically completes the start-up process and begins operation, achieving truly unattended operation. The system also features fault alarms, self-diagnostic capabilities, operation record storage, and remote monitoring expansion functions, enabling managers to monitor equipment status at any time and improve fire safety management and equipment maintenance efficiency. To enhance overall reliability, the unit employs a heavy-duty steel structure base design, providing excellent vibration resistance and load-bearing capacity. A high-precision coupling connects the engine and pump body, ensuring efficient power transmission and reducing mechanical losses. Key rotating components undergo dynamic balancing to effectively reduce operating vibration and noise, improving equipment stability. The pump shaft is made of high-strength materials, capable of withstanding stress changes caused by long-term high-load operation. The sealing system utilizes a high-performance mechanical seal structure, possessing wear resistance, high-pressure resistance, and leak-proof characteristics, effectively extending equipment lifespan and reducing maintenance requirements. Addressing the complex and variable nature of industrial environments, the unit also exhibits excellent environmental adaptability. The external structure undergoes anti-corrosion treatment, resisting humid air, salt spray, and some corrosive gases. The electrical control system boasts excellent dustproof and moisture-proof performance, making it suitable for harsh environments such as mines, ports, and chemical plants. Whether in hot, cold, or high-humidity environments, the equipment maintains stable operation, providing reliable protection for fire protection systems. Rapid response capability is also a crucial evaluation indicator for industrial fire protection equipment. This unit employs an advanced start-up system design, enabling it to quickly enter operational status upon receiving a start-up command and reach rated speed and flow output requirements in a very short time. For initial fire control, rapid water supply can effectively prevent the fire from spreading, reduce property damage, and increase the success rate of fire suppression. Even when the equipment is in standby mode for extended periods, it maintains good start-up performance, ensuring reliable operation in critical moments. Regarding installation and maintenance, the unit adopts a modular structure design, allowing independent maintenance of the engine system, pump system, cooling system, and control system, facilitating on-site inspection and component replacement. The rational layout design provides ample operating space for daily inspection and maintenance, helping to reduce maintenance costs and shorten downtime. The equipment undergoes rigorous performance testing and operational verification before leaving the factory, ensuring rapid deployment after delivery and improving project implementation efficiency. This product is widely used in petrochemical enterprises, natural gas processing plants, oil depots, power plants, steel mills, mining enterprises, ports, airports, railway hubs, large commercial complexes, and logistics warehousing centers. In these fields, fire protection systems must possess high reliability and continuous operation capability. Long-endurance diesel fire pump units, with their advantages of independent power, continuous water supply, high efficiency, and intelligent control, have become an important component of modern industrial fire protection engineering. As global industrial safety standards continue to rise, enterprises’ requirements for fire protection systems are becoming increasingly stringent. Diesel fire pump units with long endurance and high reliability not only meet current fire protection regulations but also provide a solid foundation for the construction of future smart fire protection systems. By integrating with remote monitoring platforms, fire control centers, and intelligent management systems, the equipment can achieve more efficient operation management and preventative maintenance, further improving industrial fire safety levels. Overall, industrial safety-specific long-endurance diesel fire pump units combine independent power, high-efficiency water supply, long-term operation, intelligent control, rapid start-up, and reliable durability, making them an irreplaceable and crucial piece of equipment in modern industrial fire protection systems. Its superior performance and stable operation can provide continuous and reliable fire water supply for various high-risk industrial sites, playing a key role in protecting personnel safety, reducing property losses, and maintaining continuous production for enterprises.