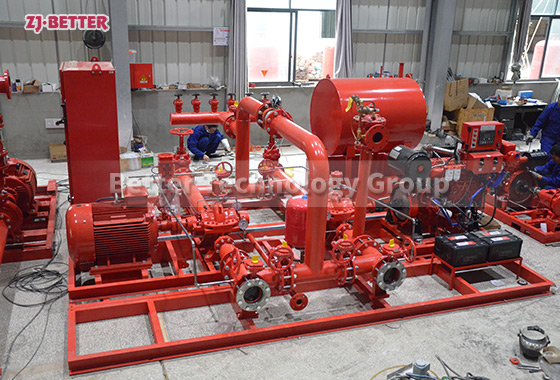
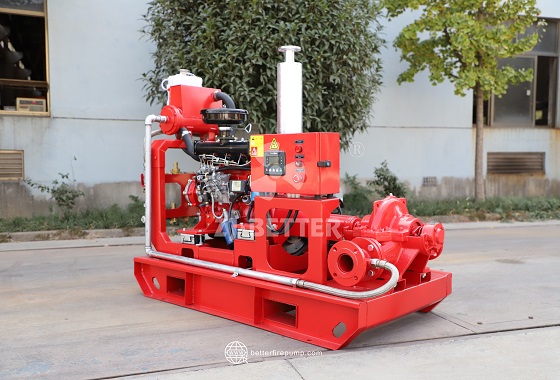
Horizontal Multistage Fire Pump Solution for Industrial and Building Fire Projects
The horizontal multistage fire pump, designed for industrial and building fire protection engineering, boasts advantages such as high head, high pressure, stable operation, rapid start-up, robust structure, and convenient maintenance. It is suitable for high-rise buildings, industrial parks, municipal and large-scale fire water supply systems, ensuring continuous, reliable, safe and efficient fire water supply.
This horizontal multistage fire pump configuration solution for industrial and building fire protection engineering is a professional fire water supply equipment designed and developed to meet the ever-increasing technical requirements of modern fire protection systems in terms of high head, long-distance water delivery, and continuous and stable water supply. The overall design adopts a horizontal multistage centrifugal structure, significantly improving the system’s pressure output capacity through a multi-stage impeller series operation. This allows it to maintain stable and efficient water supply performance even under complex pipe network conditions, making it particularly suitable for applications with extremely high reliability requirements for fire water supply, such as large industrial parks, high-rise building complexes, commercial complexes, warehousing and logistics centers, and municipal fire protection projects. During the hydraulic design phase, this horizontal multistage fire pump fully considers the operating characteristics of fire protection systems—”instant start-up, high-pressure output, and long-term operation”—and systematically optimizes the impeller profile, interstage guide structure, and pump chamber flow channel. This ensures a smooth transition of water flow between each impeller stage, effectively reducing hydraulic losses and energy waste. While ensuring high head output, it maintains good hydraulic efficiency, thereby quickly establishing stable pipe network pressure after emergency start-up, ensuring that sprinkler and fire hydrant systems can simultaneously and continuously obtain sufficient water. The pump body features a high-rigidity design, with key pressure-bearing components made of high-strength materials. This results in excellent pressure resistance, wear resistance, and impact resistance, enabling it to withstand complex conditions in fire protection systems, such as instantaneous high pressure, water hammer, and frequent start-stop cycles. This significantly improves the safety and reliability of the equipment during long-term use. The horizontal structure ensures a reasonable center of gravity distribution, enhancing operational stability and reducing vibration and noise levels. It also provides strong support for maintaining good alignment accuracy under high load and long-term operation. The fire pump uses a high-reliability motor in its drive system, connected to the pump body via direct coupling or a high-precision coupling. This ensures high power transmission efficiency and rapid start-up response, allowing it to quickly engage after receiving a fire signal, even after long periods of standby, preventing delays that could affect the overall response speed of the fire protection system. The motor has excellent heat dissipation and temperature rise control capabilities, maintaining stable output even under continuous high-load operation, meeting the stringent requirements of large-scale fire protection projects for continuous water supply. The sealing system adopts a mature and reliable mechanical seal solution, optimized for the actual operating characteristics of the fire protection system. While ensuring sealing performance, it also considers wear resistance and high-temperature resistance, effectively preventing leakage during operation and ensuring the equipment maintains good working condition even under frequent switching between long-term standby and emergency operation. This horizontal multi-stage fire pump excels in system adaptability, flexibly connecting to various fire control cabinets, pressure control systems, and automatic inspection devices. It enables multiple operating modes, including automatic start, manual control, and remote linkage. When the pipeline pressure drops or a fire signal is triggered, the equipment can quickly respond and enter a stable operating state. It also features multiple electrical protection functions, including overload, phase loss, and short circuit protection, providing a higher level of safety for the entire fire water supply system. Addressing the practical needs of industrial and building fire protection projects in terms of installation and maintenance, this product’s structural layout fully considers the convenience of on-site construction and subsequent operation and maintenance. The standardized base design facilitates rapid installation and precise alignment, while the flexible inlet and outlet interface specifications allow for reasonable configuration according to the project’s pipeline network layout, reducing additional pipeline modifications and construction costs. During later maintenance, the pump body and vulnerable components are easy to disassemble and reassemble, effectively reducing maintenance difficulty and operating costs. This horizontal multi-stage fire pump also possesses significant advantages in adapting to complex engineering environments. Whether it’s long-distance water transmission, high-rise building water supply, or multi-point water intake and multi-area water supply needs in industrial plants, it can achieve stable operation through reasonable configuration of flow and head parameters, providing sufficient and continuous water support for the fire protection system. Each unit undergoes rigorous performance testing and quality inspection before leaving the factory, including flow and head testing, continuous operation testing, and vibration and noise testing, ensuring that it can stably meet the high reliability and high safety requirements of the fire protection system in practical applications. In summary, this horizontal multistage fire pump, designed for industrial and building fire protection engineering, has become a crucial core component in modern fire water supply systems, meeting complex working conditions and high-standard engineering requirements, thanks to its high head output capacity, stable and reliable operation, good system compatibility, and convenient installation and maintenance. It provides a solid foundation for building a safe, durable, and efficient fire water supply system for various industrial and building projects.