Large Capacity Fire Water Pump Unit for Industrial and Municipal Use
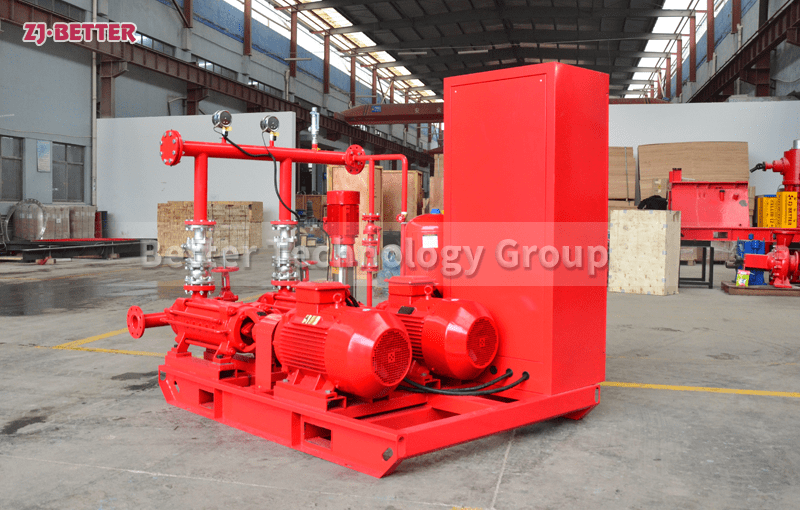
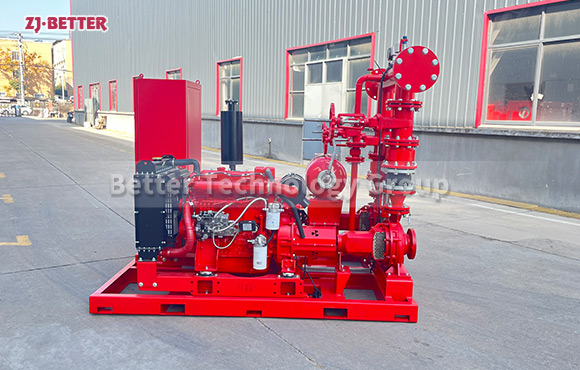
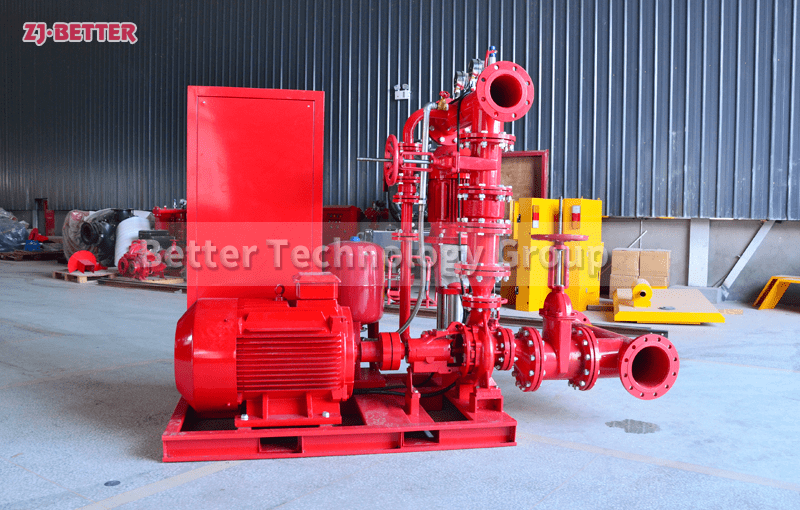
High-flow fire pump units are designed specifically for factory and municipal fire protection systems. They feature high hydraulic performance, stable water supply capacity, and robust and durable structure. They support continuous operation with high pressure and high flow, have low maintenance costs, and are suitable for large buildings, industrial parks, and urban fire water supply projects.
This high-flow-rate fire pump unit is designed for high-standard, high-reliability scenarios such as factory and municipal fire protection systems. Its overall structure prioritizes continuous, high-flow-rate water supply while also considering stability, safety, and long-term operational efficiency, making it a key component in modern fire water supply systems. From the outset, the product was designed with the dual requirements of instantaneous water supply capacity and continuous water supply stability in industrial plants, municipal pipe networks, warehousing and logistics parks, petrochemical facilities, power systems, and large public buildings under fire conditions in mind. Through optimized hydraulic models and structural layout, it maintains high efficiency, low energy consumption, and low vibration even under high-flow-rate conditions. The pump body features a heavy-duty structural design with sufficient wall thickness in key pressure-bearing components, enabling it to withstand long-term high-pressure impacts and mechanical stresses from frequent start-stop cycles. This effectively extends the overall service life of the unit and reduces maintenance frequency, making it particularly suitable for fire protection systems with extremely high reliability requirements. This fire pump unit excels in hydraulic performance, employing a high-efficiency impeller and optimized flow channel design. It can output a stable, high-flow-rate fire water source under rated operating conditions, while maintaining a good performance curve even when operating outside of these conditions. This ensures reliable water supply under varying fire requirements, minimizing flow attenuation or sudden efficiency drops, thus providing greater safety redundancy for the fire protection system. Addressing the complex piping networks and variable head requirements of factory and municipal fire protection systems, this unit utilizes rationally matched pump parameters to meet requirements for long-distance transport and high-level water supply while effectively controlling axial and radial forces, reducing bearing load, improving operational stability, and preventing early failures due to prolonged high-load operation. In terms of materials, key flow-through components of this high-flow-rate fire pump unit are manufactured using high-strength, wear-resistant materials, possessing excellent corrosion and erosion resistance. It can adapt to clean water and various media meeting fire protection standards, making it particularly suitable for municipal water supply environments with significant water quality variations. It also meets the long-term usage requirements of fire water tanks, reservoirs, and piping systems within industrial plants. The entire unit features an integrated base design, ensuring high precision in the installation of the pump body, motor, and transmission components. This effectively reduces vibration and noise during operation, contributing to stable equipment operation and meeting the environmentally friendly requirements of modern factories and urban infrastructure. The drive system utilizes a high-performance motor with excellent starting performance and overload capacity, enabling rapid response in the event of a fire and ensuring the fire suppression system establishes effective water pressure immediately, buying valuable time for firefighting. This fire pump unit also boasts significant advantages in reliability design. Its optimized shaft seal structure provides stable sealing performance, effectively preventing leakage and reducing maintenance downtime risks due to seal failure. This makes it particularly suitable for fire applications requiring long-term standby time but demanding successful startup in critical situations. Addressing the long operating cycles and limited maintenance windows of municipal fire protection systems, this product features low maintenance requirements in daily operation, a rational structural layout, and easy inspection and replacement of key components, helping to reduce overall operation and maintenance costs and improve system availability. Meanwhile, this high-flow-rate fire pump unit excels in compatibility, flexibly matching various fire control systems and piping network schemes. It is suitable for the overall fire protection system configuration of new projects and can also be used as an upgrade or expansion device for existing systems, helping factories and municipal users improve their overall fire water supply capacity without significant modifications to their existing piping networks. The product’s design strictly adheres to the fundamental principles of safety and stability in fire protection systems. Through reasonable structural strength design and redundancy considerations, it ensures continuous operation even under extreme conditions, providing a solid guarantee for personnel safety and property protection. For large factories, this fire pump unit can effectively cover multiple water supply points, including production workshops, storage areas, and outdoor fire piping networks, meeting the simultaneous water demand in complex areas. For municipal fire protection systems, its high-flow-rate output capacity helps improve the level of urban fire protection infrastructure and enhance the ability to respond to large-scale fire accidents. In summary, this high-flow-rate fire pump unit, with its stable and reliable performance, efficient hydraulic design, robust and durable structure, and good system adaptability, has become an indispensable piece of equipment in factory and municipal fire protection systems. It not only meets the requirements of current fire safety standards, but also reserves ample space for future system upgrades and expansions, making it an ideal choice for users seeking long-term safe operation and cost-effective fire protection solutions.