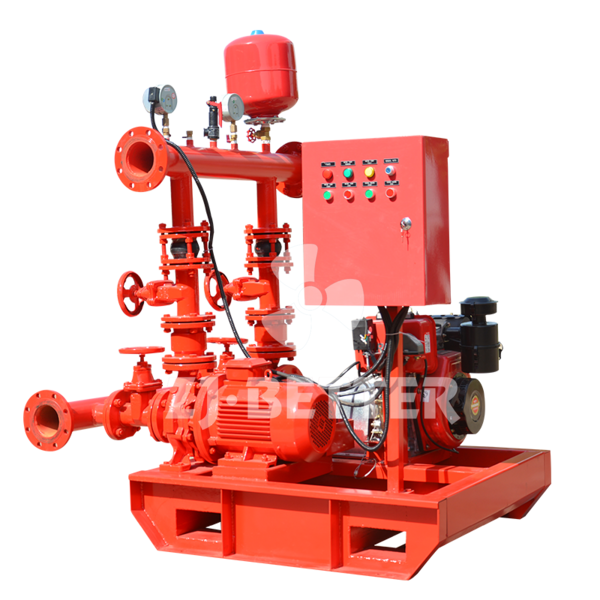
Automatic Constant Pressure Fire Pump for 24/7 Reliable Operation
Automatic constant pressure fire pump solutions offer precise pressure control, intelligent automatic start-stop and energy-saving operation, and are suitable for building fire water supply systems, ensuring stable operation and efficient fire response around the clock.
In modern building fire protection systems, stable and reliable water supply pressure is a crucial foundation for ensuring efficient fire emergency response. Whether it’s high-rise commercial buildings, large industrial plants, warehousing and logistics centers, or hospitals, schools, and public infrastructure, fluctuations in fire protection network pressure or untimely water supply directly affect the activation efficiency and fire extinguishing effect of fire-fighting equipment. Therefore, achieving stable operation of the fire protection system around the clock and ensuring that the water supply pressure is always at its optimal working state has become an important issue in fire protection engineering construction. Automatic constant pressure fire pump solutions are efficient fire water supply guarantee equipment developed under this demand. Through the deep integration of intelligent control technology, efficient pump structure, and precise pressure regulation system, they provide continuous and stable pressure support for modern fire protection systems, ensuring that the fire protection network maintains the set pressure in standby mode and responds quickly to pressure fluctuations, thus ensuring that the entire fire protection system can be operational at the first sign of a fire. The biggest advantage of automatic constant pressure fire pump solutions lies in their precise and stable constant pressure control capability. Traditional fire-fighting water supply systems are prone to pressure drops during long-term operation due to pipe network leaks, minor valve depressurization, or environmental changes. Ordinary water supply equipment often cannot achieve rapid and accurate automatic pressure replenishment, leading to unstable system pressure and affecting the normal standby status of fire-fighting equipment. Automatic constant-pressure fire pumps, on the other hand, use high-precision pressure sensors to monitor pressure changes within the fire-fighting pipe network in real time and feed the collected data back to the intelligent control system. When the pressure falls below a preset value, the system immediately and automatically starts to replenish pressure, and automatically shuts down when the pressure returns to the set range, achieving fully automatic unattended operation. This dynamic constant-pressure control mechanism not only ensures that the fire-fighting pipe network maintains a safe operating pressure range over the long term but also effectively reduces equipment idle time, achieving energy-saving operation. In terms of power performance, automatic constant-pressure fire pumps typically use high-efficiency motors, combined with advanced impeller design and optimized flow channel structure, enabling the equipment to maintain excellent pressure supply capacity under low-energy consumption conditions. Their motors have high starting efficiency and stable output characteristics, reaching rated operating conditions quickly and operating stably continuously, thus meeting the rapid response requirements of fire-fighting systems. Meanwhile, the high-efficiency centrifugal pump body can achieve stable head output, maintaining uniform pressure distribution even in complex building fire protection pipe networks, avoiding localized pressure shortages or excessive pressure fluctuations. Especially in high-rise buildings, the automatic constant-pressure fire pump can effectively overcome pressure loss caused by vertical transportation, ensuring stable water supply support for fire protection facilities in high-rise areas. In terms of intelligent control performance, this solution integrates an advanced control cabinet system, using a PLC logic control module to achieve multiple functions such as automatic monitoring, automatic start/stop, fault alarm, and operating status display. The control system can analyze the equipment’s operating current, voltage, pressure values, and working status in real time, and automatically adjust the operating strategy according to preset parameters, thereby achieving more precise and efficient constant pressure management. When the equipment experiences overload, phase loss, overheating, or abnormal pressure fluctuations, the system can immediately issue an alarm and take protective measures, effectively preventing equipment damage and improving overall operational safety. Some high-end configurations also support remote monitoring functions, allowing access to building management systems or fire monitoring platforms via network interfaces for remote data viewing and fault diagnosis, bringing higher efficiency to fire equipment management. In terms of structural design, automatic constant pressure fire pump solutions typically adopt an integrated and compact layout, integrating the pump body, motor, pressure tank, control system, and connecting pipelines onto a unified base. This makes the overall structure more stable, occupies less space, and facilitates installation and deployment in limited machine room spaces. This highly integrated design not only simplifies the on-site installation process but also reduces the complexity of pipeline connections, thereby reducing installation errors and the risk of later leakage. The equipment undergoes complete testing and parameter calibration before leaving the factory. Upon arrival at the site, only foundation fixing and pipeline connection are required for rapid operation, significantly shortening the construction cycle and improving project delivery efficiency. In terms of ease of maintenance, this type of equipment also excels. Due to its scientifically designed overall structure, maintenance personnel can easily access key components for inspection and maintenance, such as checking pressure switches, cleaning filters, testing motor operation, and replacing vulnerable parts. All maintenance work can be completed quickly. Simultaneously, the intelligent control system has operation recording and fault self-diagnosis functions, helping technicians quickly locate problems and take targeted maintenance measures, significantly reducing maintenance difficulty and downtime, thereby improving the long-term operational reliability of the equipment. In terms of energy efficiency, automatic constant pressure fire pumps have a clear advantage. Because the system adopts an on-demand pressure replenishment operation mode, it only starts when the pressure drops, avoiding the significant energy waste caused by traditional continuously operating equipment. Furthermore, some units are equipped with variable frequency control technology, which automatically adjusts the speed according to pressure changes, achieving smoother and more precise pressure control while further reducing operating energy consumption. For fire protection systems that operate on standby for extended periods, this energy-saving design can significantly reduce overall building operating costs while extending equipment lifespan. In terms of environmental adaptability, the automatic constant pressure fire pump can adapt to various complex operating conditions. Its key components are made of corrosion-resistant materials, and the pump body is rust-proofed, allowing for stable operation in humid, high-temperature, and dusty environments. The equipment can also be equipped with anti-freezing, moisture-proof, and dust-proof features according to different regional needs, ensuring reliable performance under various climatic conditions. This equipment demonstrates excellent adaptability, especially in complex environments such as underground pump rooms, underground parking lot fire protection systems, and industrial plants. In practical applications, the automatic constant pressure fire pump solution is widely used in fire protection systems for high-rise residential buildings, commercial complexes, hospitals, schools, industrial parks, warehousing and logistics centers, and public buildings. Its core function is to maintain stable static pressure in the fire protection network, ensuring that sprinkler systems, fire hydrant systems, and other fire protection terminal equipment are always ready for immediate operation. In the event of a fire, the system ensures the main fire pump can quickly take over water supply, with the pressure-stabilizing pump playing a crucial role in ensuring pressure in the early stages, effectively preventing startup delays due to insufficient pressure in the main system. As modern building fire protection standards continue to improve, automatic constant-pressure fire pump solutions are developing towards greater intelligence, energy efficiency, and modularity. In the future, by integrating IoT technology, big data analytics, and remote intelligent operation and maintenance platforms, this type of equipment will further enhance system early warning capabilities and operational efficiency, providing a solid foundation for the construction of smart fire protection systems. Overall, automatic constant-pressure fire pump solutions, with their precise pressure regulation capabilities, efficient and stable pressure supply performance, intelligent automatic control, and low-energy operation, have become an indispensable component of modern fire protection water supply systems. They not only ensure the stable operation of the fire protection system around the clock but also play an irreplaceable role in improving building fire safety levels, reducing maintenance costs, and optimizing system management, providing a more reliable, efficient, and intelligent water supply guarantee solution for modern fire protection engineering.