High Reliability Automatic Fire Pump for Critical Applications
Highly reliable automatic fire pump equipment features intelligent control, stable water supply, and high safety, making it suitable for industrial, municipal, and building fire protection systems, ensuring reliable water supply operation in emergency situations.
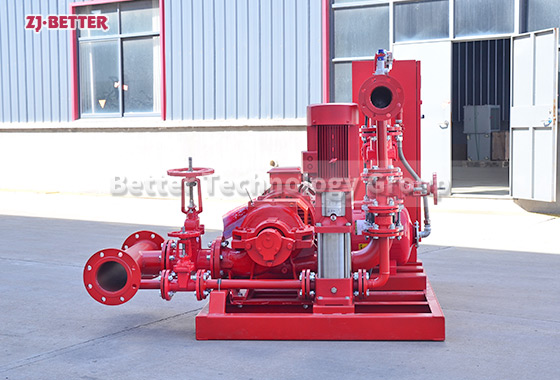
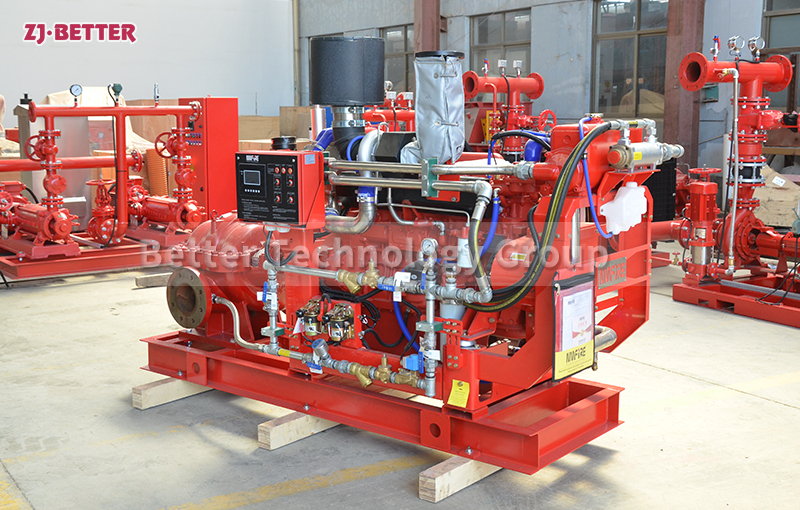
High-reliability automatic fire pump equipment meets the operational needs of critical fire protection systems. Developed specifically for the high stability and safety requirements of fire water supply systems in modern industrial facilities, large commercial buildings, and municipal infrastructure, this core equipment integrates a high-performance centrifugal pump, a diesel or electric drive system, and an intelligent control module. This enables rapid response, stable water supply, and long-term reliable operation under various complex conditions. In fire protection systems, pumps often play a crucial role in instantly starting up and continuously providing sufficient pressure and flow in emergencies; therefore, their reliability directly affects the safety and effectiveness of the entire system. Against this backdrop, the high-reliability automatic fire pump equipment achieves comprehensive performance and stability improvements through multiple technology optimizations and system integration design. From a structural design perspective, the equipment adopts a high-strength integrated base structure, centrally mounting the pump body, drive system, and control unit on a unified platform, making the overall structure more compact and stable while reducing installation errors and on-site commissioning difficulties. This integrated design not only improves the overall rigidity of the equipment but also offers higher efficiency during transportation and installation. In terms of hydraulic performance, the core of the equipment utilizes an optimized centrifugal pump structure. By meticulously designing the impeller geometry and flow channels, the water flow remains stable within the pump body, reducing eddies and hydraulic losses. This ensures high flow output while maintaining stable pressure. This efficient hydraulic design not only enhances water supply capacity but also reduces energy consumption to some extent, providing a solid foundation for long-term equipment operation. Regarding the power system, the equipment can be configured with either a diesel engine or an electric drive system, depending on application requirements. The diesel power system offers independent operation capability, allowing continuous operation even in power outages or environments without electricity, making it particularly suitable for emergency water supply scenarios. The electric drive system offers advantages such as stable operation, simple maintenance, and environmental friendliness, making it suitable for locations with stable power conditions. Precise matching of the power system and pump load characteristics ensures efficient and stable operation under various working conditions. In terms of automatic control, the equipment is equipped with an advanced control system. Through pressure sensors, flow monitoring devices, and intelligent control logic, it achieves automatic start/stop and multi-level control functions. The pump group automatically starts when the system pressure drops to the set value and automatically stops when the pressure recovers, enabling unattended operation. This automated control not only improves system response speed but also effectively reduces human error. Furthermore, the control system possesses comprehensive… The equipment features fault diagnosis and alarm functions, which can promptly issue alarms and take protective measures when equipment malfunctions, thereby preventing the fault from escalating and ensuring system safety. In terms of reliability design, the equipment employs multiple redundancy and protection mechanisms, including overload protection, low oil pressure protection, high temperature protection, and phase loss protection, ensuring safe operation or timely shutdown under various abnormal conditions, thus preventing greater impact on the system. Regarding materials and manufacturing processes, key components are made of high-strength, wear-resistant, and corrosion-resistant materials and undergo rigorous quality testing, enabling the equipment to operate stably for extended periods in high-temperature, high-humidity, and corrosive environments, reducing performance degradation caused by environmental factors. In terms of operational stability, through precision dynamic balancing design and the application of vibration-damping structures, the equipment maintains low vibration and low noise during high-load operation, improving the quality of the operating environment and reducing mechanical wear, thereby extending the equipment’s service life. Regarding the heat dissipation system, the equipment is equipped with a high-efficiency heat dissipation device. Optimized air duct and radiator layout ensure that the power system maintains a stable temperature during long-term operation, preventing performance degradation or equipment damage due to overheating, which is particularly important for fire protection systems requiring continuous operation. In terms of maintenance, the equipment adopts a modular design concept, making… With its rationally arranged key components, this high-reliability automatic fire pump allows maintenance personnel to quickly inspect and replace parts, reducing downtime and improving system availability. In terms of application, it is widely used in industrial parks, power facilities, petrochemical enterprises, large commercial complexes, and municipal water supply systems. It provides stable and reliable fire-fighting water supply in these critical locations, with its advantages being particularly pronounced in scenarios with extremely high system reliability requirements. Regarding energy efficiency, the combination of efficient hydraulic design and intelligent control system allows the equipment to adjust its operating status according to actual needs, avoiding unnecessary energy consumption and reducing operating costs while ensuring performance. Overall, the high-reliability automatic fire pump achieves multiple advantages—high-performance output, automated control, and long-term stable operation—through the deep integration of advanced technology and optimized design. It not only meets the stringent water supply requirements of modern fire protection systems but also excels in safety and economy, making it an indispensable piece of equipment in modern fire protection engineering. As industrial and urban development continues to raise fire safety requirements, this type of equipment will play an even more important role in future applications, providing continuous, stable, and reliable fire-fighting water supply for various critical facilities.