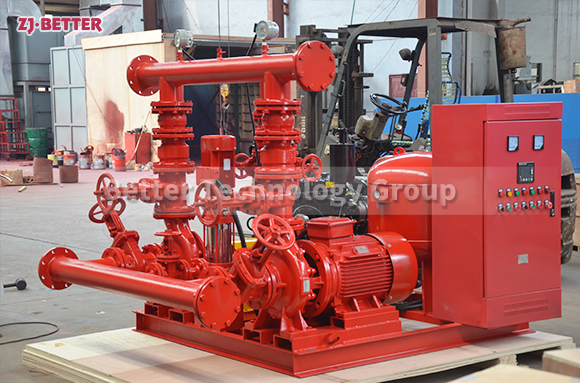
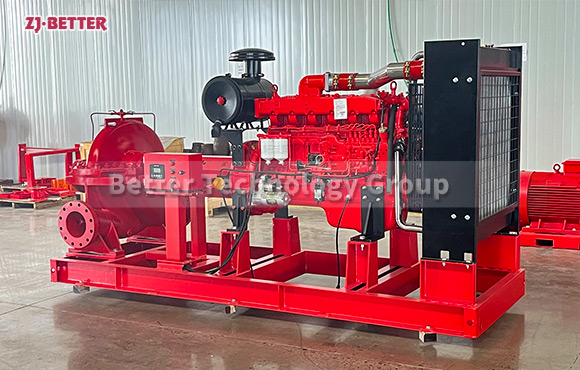
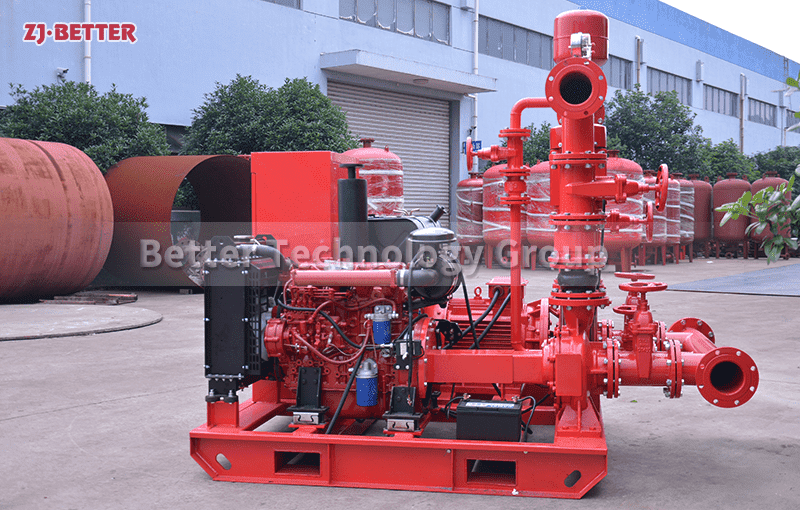
Box-Type Diesel Fire Pump Unit with Enhanced Protection and Easy Maintenance
The box-type diesel fire pump unit adopts an integrated protection design and has advantages such as independent diesel power, reliable start-up, stable water pressure, adaptability to complex environments, and convenient maintenance. It is suitable for industrial plants, high-rise buildings, and various emergency fire water supply systems.
This box-type diesel fire pump unit is a highly reliable power device designed specifically for various fixed fire protection systems and emergency water supply scenarios. It features an integrated box-type structure, highly integrating the diesel power system, fire pump, control system, and necessary auxiliary devices within a robust base and enclosed protective structure, effectively improving the equipment’s stability, safety, and service life in complex environments. The core advantage of this product lies first in its structural design. The box-type structure not only makes the overall layout more compact and rational, reducing the footprint and facilitating rapid deployment in pump rooms, outdoor platforms, or temporary emergency locations, but also effectively isolates key components from rainwater, dust, sandstorms, and other adverse external factors through the enclosed protective shell, significantly improving the reliability of the entire fire protection system during long-term standby. Considering the characteristic of fire equipment that is “normally stationary but must start successfully on the first attempt in critical moments,” this diesel fire pump unit has particularly strict requirements in the selection and matching of its power system. It boasts stable power output and reliable starting performance. Even in extreme situations such as power outages or power system failures, it can still quickly start operating independently, ensuring uninterrupted fire water supply and buying valuable time for fire fighting and rescue. In terms of performance, this box-type diesel fire pump unit adopts a high-efficiency hydraulic model design, featuring stable outlet pressure and a wide flow coverage. It can meet the fire water demand under different building heights and pipe network resistance conditions, providing continuous and reliable fire water support for key protected areas such as high-rise buildings, industrial plants, warehousing and logistics centers, ports, airports, and energy facilities. The pump body is made of high-strength wear-resistant materials, and key flow components undergo precision machining and corrosion-resistant treatment. This not only ensures long-term hydraulic efficiency but also effectively reduces the risk of wear caused by impurities and water quality changes, extending the overall service life of the equipment. The box-type structure also offers significant advantages in terms of maintenance convenience. The reasonable internal space layout provides ample operating space for daily inspection, maintenance, and troubleshooting. Maintenance personnel can complete routine maintenance work without large-scale disassembly, significantly reducing later operation and maintenance costs and difficulties. The control system of this fire pump unit is designed with practicality and safety as its core, featuring automatic start-up, manual control, multiple protections, and operational status monitoring. It can monitor unit operating parameters in real time, promptly issue alarms and take protective measures in abnormal situations, reducing the risk of equipment damage and improving the overall safety level of the system. The enclosure structure also provides sound insulation and vibration damping, effectively reducing the impact of equipment operation on the surrounding environment, making it particularly suitable for applications with certain requirements regarding noise and equipment appearance. Meanwhile, the robust base structure and reasonable center of gravity design ensure good stability during long-term operation or frequent start-stop cycles, preventing pipe loosening or component fatigue caused by vibration. In summary, this box-type diesel fire pump unit, through its integrated design, enhanced protection performance, efficient and stable hydraulic output, and convenient maintenance, provides a more reliable, durable, and adaptable solution for fire protection systems. It not only meets the practical needs of current fire protection codes and engineering applications but also provides strong guarantees for users to achieve safe operation and cost control throughout the equipment’s entire life cycle, making it an indispensable and important component of modern fire protection engineering.