Industrial Diesel Fire Pump Packages: Ensuring Safety for Large Buildings and Petrochemical Projects
ZJ-BETTER industrial diesel fire pump packages provide reliable emergency fire protection for large buildings and petrochemical projects, featuring auto control, corrosion resistance, and NFPA 20 compliance for critical fire safety assurance.
In the modern industrial and petrochemical sectors, the stability and reliability of fire protection systems are paramount to safeguarding lives and assets. The industrial diesel fire pump units developed by ZJ-BETTER are engineered specifically for critical applications requiring dependable emergency fire water supply, especially in environments with unstable power supply, hazardous materials, or remote infrastructure.
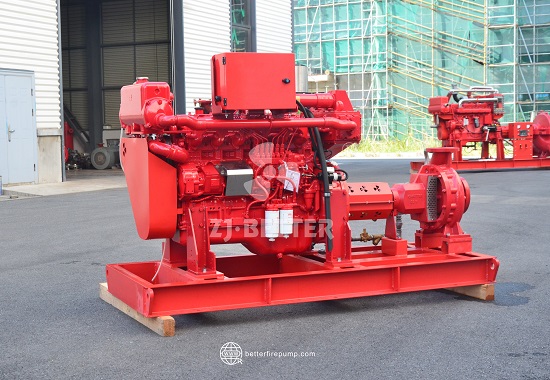
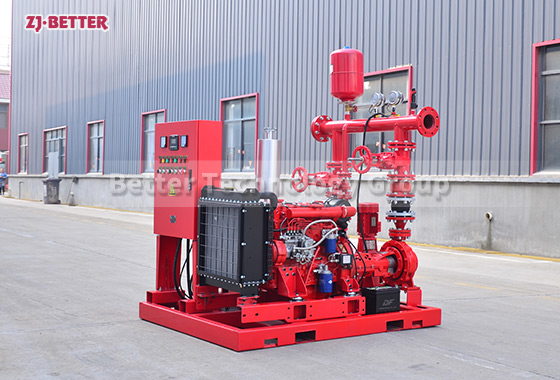
Driven by high-performance diesel engines, these fire pump systems are equipped with end-suction or multistage centrifugal pumps, delivering strong and consistent water flow even in the event of power outages. The systems fully comply with NFPA 20, and other international and national standards, with CE, ISO, and selected models UL/FM certified. They are ideal for use in petrochemical facilities, power plants, logistics warehouses, large commercial complexes, airports, and seaports.
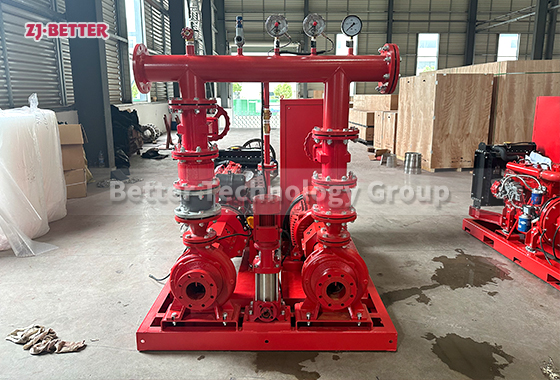
ZJ-BETTER’s diesel fire pump packages are designed with a compact, modular layout for easy installation. Each system integrates a smart control panel that supports automatic start, remote monitoring, and multi-alarm functions, significantly improving operational efficiency and real-time responsiveness. All components are made from high-temperature and corrosion-resistant materials, ensuring long-term reliability under harsh conditions such as high heat, humidity, and chemical exposure. Customers can choose from world-renowned diesel engine brands including Cummins, Weichai, and Perkins, with various power and flow options available to meet project-specific requirements.
Before delivery, every diesel fire pump system undergoes comprehensive factory testing, including hydraulic performance checks under simulated emergency conditions. This guarantees plug-and-play readiness upon arrival and exceptional reliability when it matters most.
Choosing ZJ-BETTER means choosing professionalism, safety, and performance. We offer not only high-quality products but also complete fire water supply solutions, empowering our clients to build more advanced and resilient fire protection systems.