High Reliability Diesel Driven Fire Pump Equipment for Industrial Applications
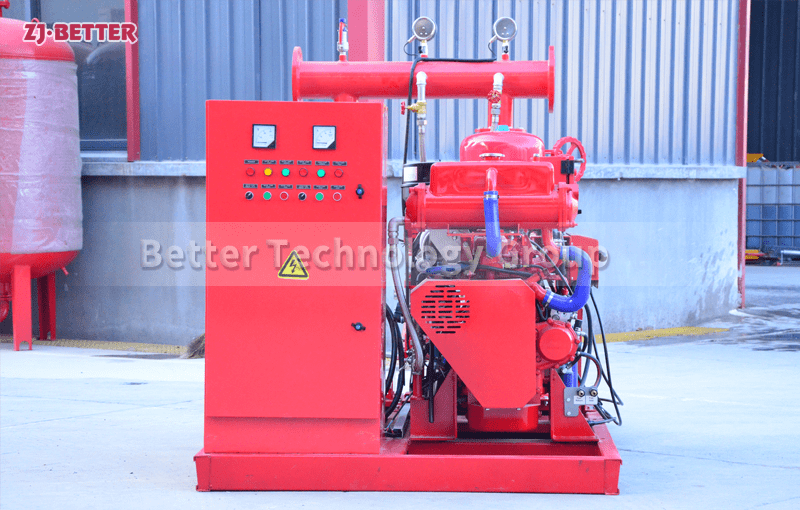
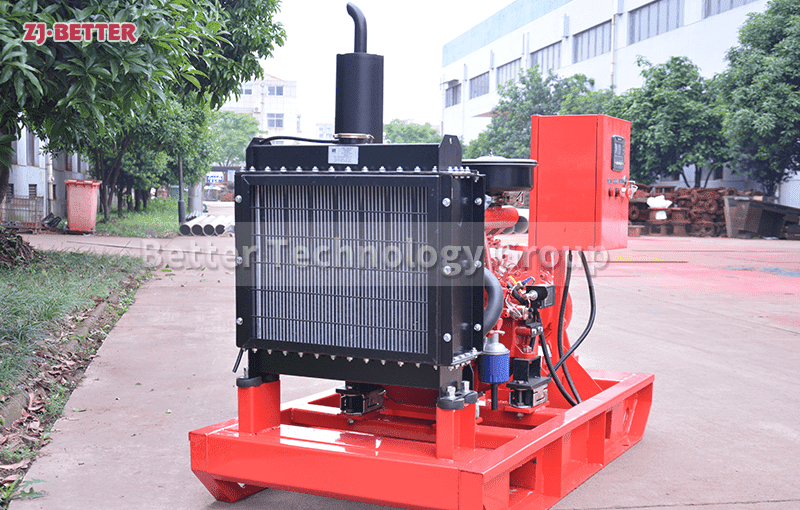
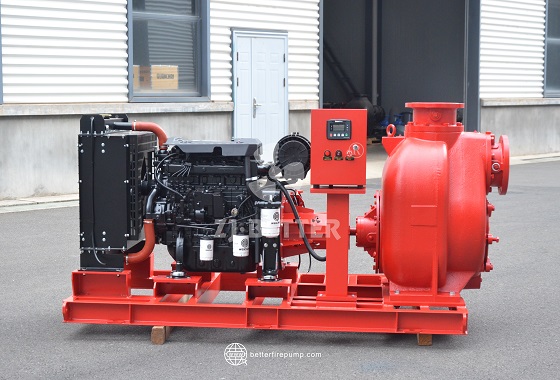
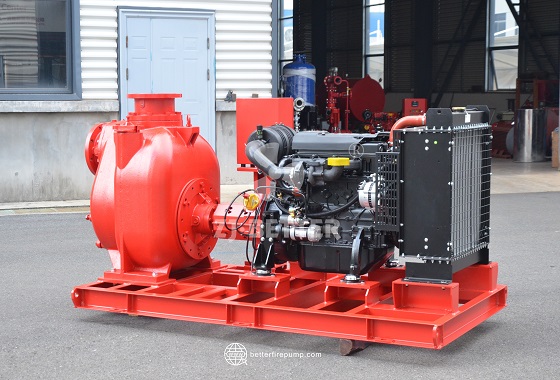
The highly reliable diesel-driven fire pump equipment adopts an independent diesel power system, which has the characteristics of rapid self-start, continuous and stable water supply, high flow output and strong environmental adaptability. It is suitable for fire protection systems in factories and various infrastructures, ensuring fire safety under power outages and complex working conditions.
High-reliability diesel-driven fire pumps are core fire-fighting water supply equipment designed for industrial scenarios and critical infrastructure projects. Their main advantage lies in their complete independence from the mains power system, maintaining a stable and reliable fire-fighting water supply capability even under power outages, voltage instability, or extreme environmental conditions. They are particularly suitable for applications with extremely high fire safety requirements, such as factories, warehouse parks, energy facilities, ports, mines, and large-scale infrastructure projects. These diesel-driven fire pumps typically use a mature and reliable diesel engine as their power source, combined with a high-efficiency centrifugal pump structure. In the event of a fire, they can quickly start and continuously output the flow and pressure required by the design, providing sufficient water support for the fire-fighting network. The equipment’s power system design emphasizes stability and durability. The diesel engine has strong torque output and good load adaptability, maintaining a stable speed even under prolonged high-load operation. This ensures that the pump’s hydraulic performance does not change significantly due to power fluctuations, thus guaranteeing that the fire-fighting system remains effectively operational throughout the entire fire-fighting process. Diesel-driven fire pumps excel in starting performance, typically equipped with an automatic start-up control system. When the fire pipeline pressure drops abnormally or a fire signal is received, the system can quickly complete the engine start-up, speed increase, and pump loading process, rapidly establishing stable water pressure and avoiding the impact of start-up delays on initial fire extinguishing efficiency. This characteristic is particularly important for industrial facilities and infrastructure projects. The pump body is mostly made of high-strength cast iron or ductile iron, possessing excellent pressure resistance and impact resistance. The internal flow channels are precisely calculated and optimized to effectively reduce hydraulic losses and improve overall operating efficiency, enabling the equipment to continuously output large flows of fire-fighting water under rated operating conditions while maintaining low vibration and noise levels, thus extending the overall service life of the machine. To meet the stringent requirements of continuous operation in industrial applications, this type of diesel-driven fire pump features a reinforced shaft system and bearing configuration in its structural design. High-temperature resistant and wear-resistant bearing assemblies are selected, and reasonable lubrication and cooling methods ensure that key components maintain good working condition during long-term operation, thereby effectively reducing the failure rate and improving the overall reliability of the system. The equipment is typically equipped with an independent control cabinet and monitoring system, which can monitor the engine operating status, speed, oil pressure, water temperature, and pump unit operating parameters in real time. It promptly issues alarm signals when abnormal operating conditions occur, facilitating quick problem identification and resolution by maintenance personnel, thus improving the safety and manageability of the fire protection system. Diesel-driven fire pumps have significant advantages in environmental adaptability. Their structural design and surface protection treatment enable them to withstand high temperatures, high humidity, dusty environments, or complex industrial conditions, ensuring stable operation unaffected by external environmental factors. This is particularly important in outdoor installations or infrastructure projects with demanding conditions. The overall layout of the equipment is compact and rational, with the pump unit, engine, and piping system mounted on a reinforced base, facilitating overall hoisting and on-site placement, reducing installation time and construction difficulty, and also benefiting subsequent maintenance and repair work. Diesel-driven fire pumps also offer excellent advantages in maintenance and management. Their structure is relatively intuitive, and key components are quickly accessible. Routine maintenance mainly focuses on fuel system checks, lubrication status verification, and periodic trial runs. The clear maintenance process helps ensure the equipment maintains good performance during long-term standby. To meet the specific needs of different industrial projects, this type of equipment can be configured and combined according to design conditions, including different flow rates, head ranges, and interface types, to satisfy diverse fire protection system design requirements. Before leaving the factory, the equipment typically undergoes rigorous performance testing and operational checks to ensure that all parameters meet design standards, providing reliable assurance for project delivery and subsequent use. In summary, high-reliability diesel-driven fire pump equipment, with its independent power characteristics, rapid start-up capability, stable and continuous water supply performance, and excellent environmental adaptability, has become an indispensable and important component of industrial and infrastructure fire protection systems, providing sustained and safe fire-fighting water support for critical locations, demonstrating high reliability and practical value in actual applications.