Compact Yet Powerful – High-Performance Fire Jockey Pump Solutions
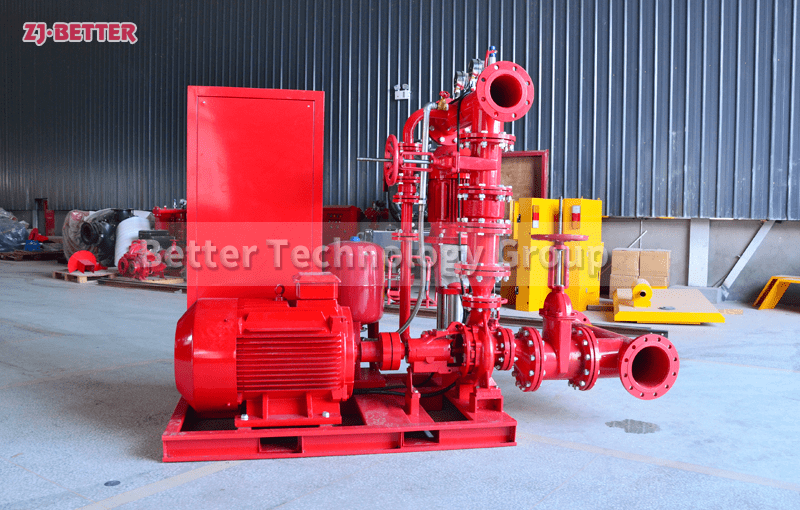
This high-performance fire jockey pump unit is engineered with a compact structure and robust functionality, making it ideal for installations where space is limited but consistent water pressure is critical. Its integrated design ensures a small footprint and easy installation and maintenance, perfectly suited for high-rise buildings, commercial complexes, and industrial plants.
Powered by a high-efficiency electric motor and managed through an intelligent control panel, the system enables automatic start-stop functionality and constant pressure operation, keeping your fire protection system in standby mode at all times. The pump body is made of corrosion-resistant materials to accommodate various water conditions, ensuring long-term durability. Equipped with multiple safety protection features, it is a reliable, energy-saving, and intelligent solution for modern fire protection systems.
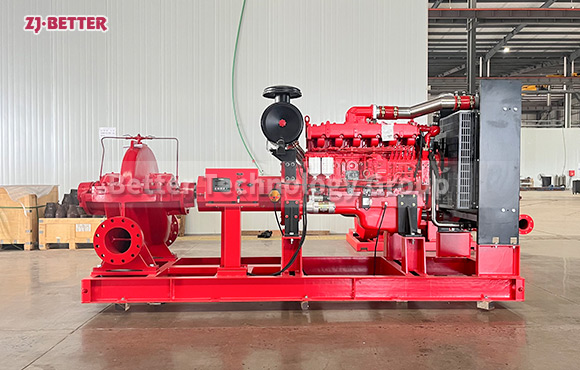
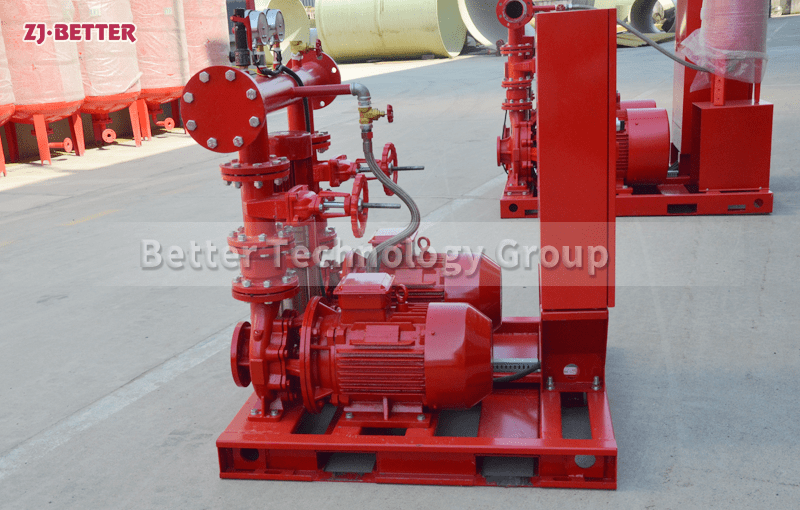
We are a high-tech enterprise specializing in the research, manufacturing, and integrated services of fire pump systems. Over the years, we have been committed to delivering efficient, stable, and secure firefighting water supply solutions to clients around the world. Our product portfolio includes diesel engine fire pump sets, electric motor fire pump systems, control panels, jockey pump units, and integrated fire pump stations. These products are widely used in municipal engineering, industrial complexes, high-rise buildings, petrochemical facilities, and power utilities.
Our manufacturing process strictly follows the ISO quality management system. By adopting premium materials and advanced technologies, we ensure that every component meets international standards. The company is equipped with comprehensive test benches and multifunctional assembly lines. Each product undergoes rigorous testing—including pressure, electrical control, and operational stability—before leaving the factory, guaranteeing a “plug-and-play” experience for our customers.
Our experienced R&D and technical teams are capable of delivering customized fire protection solutions tailored to specific customer needs. We provide complete service packages from design consultation and installation guidance to on-site commissioning and maintenance training. With a strong presence in both domestic and international markets, our products are exported to Southeast Asia, the Middle East, Africa, and South America, earning trust and long-term partnerships worldwide.
Guided by the philosophy of “Safety First, Quality Driven, and Service Focused,” we continue to advance in technological innovation and product development, aiming to be a reliable global partner in the fire protection equipment industry.