Modular Diesel Fire Pump System for Easy Maintenance and Expansion
Modular diesel fire pump system designed for flexible installation, easy maintenance and system expansion, featuring reliable performance, independent power supply and fast emergency response. Ideal for industrial, commercial and remote fire protection applications.
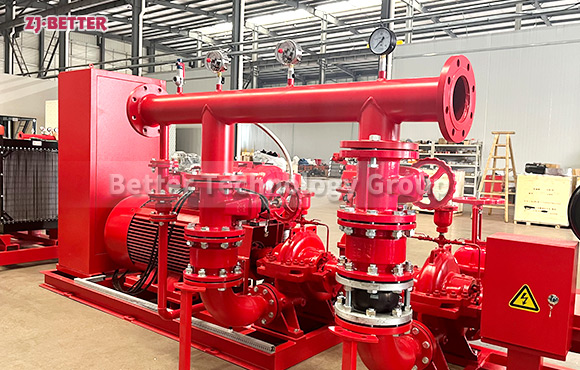
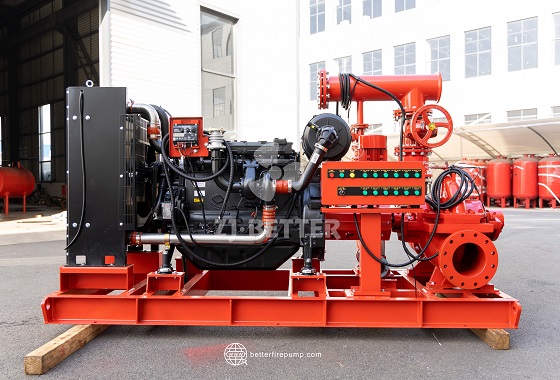
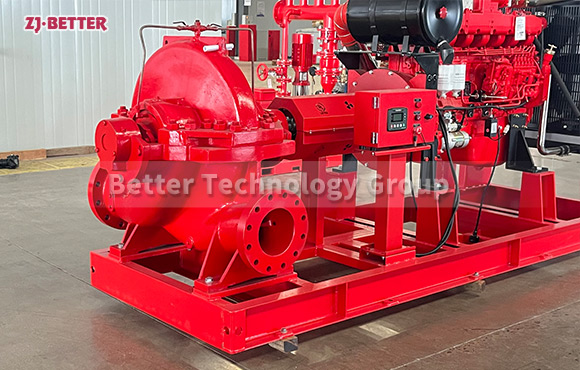
The modular diesel fire pump system is designed for ease of installation, maintenance, and system expansion; it serves as a comprehensive water supply solution tailored to meet the modern fire engineering demands for high reliability, flexible configuration, and rapid deployment. Utilizing a diesel engine as its core power source, the system integrates high-efficiency centrifugal pumps, pressure-stabilizing and water-replenishment units, intelligent control cabinets, and standardized piping components. Through a modular design philosophy, it achieves a high degree of integration and flexible combination among its various functional units, thereby ensuring a stable and reliable fire water supply across diverse application scenarios. Traditional fire protection systems are often plagued by issues such as dispersed equipment, complex installation procedures, and difficult post-installation maintenance. In contrast, the modular diesel fire pump system addresses these challenges by pre-integrating all critical components onto a unified base frame. With comprehensive system commissioning and performance verification completed at the factory, users need only perform simple on-site piping and electrical connections to bring the system online. This approach significantly shortens construction cycles, reduces installation costs, and mitigates operational hazards that may arise from improper on-site installation practices. From a performance perspective, the system employs high-efficiency centrifugal pumps as its primary water supply units; the impellers and pump body flow channels have undergone precision design and optimization to ensure smoother internal water flow, thereby minimizing energy loss and enhancing overall efficiency. Under rated operating conditions, the system delivers stable flow rates and head outputs, effectively meeting the requirements of fire protection systems of varying scales—whether it be the high-pressure water supply demands of high-rise buildings or the need for continuous, high-volume water supply in industrial facilities. Demonstrating stable and reliable performance, the power system—specifically the diesel engine—boasts robust output capabilities and excellent environmental adaptability. It is capable of operating independently during power outages or in conditions where no external power source is available, thereby ensuring that the fire suppression system remains fully functional during emergencies. This characteristic makes it particularly well-suited for locations with stringent requirements for power supply stability—such as industrial parks, mines, oil fields, ports, and remote regions. Furthermore, the engine is equipped with comprehensive cooling and lubrication systems, enabling it to maintain stable performance during prolonged periods of continuous operation and ensuring an uninterrupted water supply during fires and other emergencies. Regarding the control system, modular diesel fire pump systems typically feature intelligent control cabinets offering a range of functions, including automatic startup, manual operation, and remote monitoring. High-precision sensors are utilized to monitor pipeline pressure and system operational status in real time; should pressure drop or a fire alarm signal be received, the system can rapidly start the diesel engine and drive the pump unit to initiate a swift water supply response. Additionally, the system incorporates various protective features—including safeguards against low oil pressure, high water temperature, over-speeding, and electrical faults—enabling it to promptly implement protective measures upon detecting any anomalies, thereby ensuring the safe operation of the equipment. In terms of energy efficiency and economic viability, since the system primarily operates during emergencies and remains in standby mode during routine periods, it does not incur continuous energy consumption. Moreover, by optimizing the engine’s combustion efficiency and the pump body’s hydraulic performance, fuel consumption is effectively controlled—all while ensuring high performance. While delivering high output, this system simultaneously reduces operating costs. In terms of modular design, the system structures its various functional units around standardized interfaces, allowing different modules to be flexibly combined and expanded according to actual requirements. For instance, the number of pump sets can be increased or decreased based on project scale, or different types of pressure-stabilizing devices and control systems can be configured to meet specific operational needs, thereby achieving a high degree of customization. This design not only enhances the system’s adaptability but also facilitates future expansion, enabling performance upgrades without the need for extensive modifications to the overall system. Regarding installation, the modular diesel fire pump system features an integrated base structure wherein all components are securely mounted on a robust steel frame; this facilitates easy transportation and hoisting, simplifies on-site positioning, and effectively reduces construction complexity. Furthermore, the standardized interface design accelerates piping connections and minimizes construction errors. In terms of maintenance, the clear layout and relative independence of each module allow maintenance personnel to quickly pinpoint fault locations for repair or replacement, thereby reducing downtime and boosting overall system operational efficiency. Key components—such as the engine, pump body, and control system—utilize mature and reliable design and manufacturing processes, ensuring stable performance throughout long-term operation. Regarding adaptability, the system is capable of operating stably in a wide range of complex environments, including those characterized by high temperatures, extreme cold, high humidity, or dust. Moreover, its self-contained power capability ensures that it remains fully functional and plays a vital role in remote regions or during emergency situations. In practical applications, Modular diesel fire pump systems typically serve as either primary or backup fire pumps, acting as a complement to electric fire pump systems. Under normal power conditions, the electric pumps handle routine water supply duties; however, in the event of a power outage or a malfunction in the electric system, the diesel-powered unit automatically takes over the water supply task. This establishes a dual-redundancy mechanism that enhances the overall reliability and safety of the fire protection system. In the industrial sector, this system is capable of meeting the demands of heavy loads and continuous, long-duration operation, thereby providing a stable and secure water supply for large-scale industrial complexes and warehousing facilities. In commercial and residential buildings, its rapid response capabilities and stable performance effectively elevate the overall standard of the fire protection infrastructure. From a long-term operational perspective, the modular diesel fire pump system—distinguished by its high reliability, flexible scalability, and ease of maintenance—significantly mitigates operational risks and extends equipment service life, thereby delivering a higher return on investment for users. In the realm of modern fire protection engineering, as the scale and complexity of buildings continue to grow, the requirements for the flexibility and reliability of water supply systems are also constantly rising. The modular design concept aligns perfectly with this evolving trend; through standardization and integration, it renders fire protection equipment more efficient, intelligent, and manageable. Looking ahead, with the continuous advancement of intelligent control and remote monitoring technologies, these systems are poised to undergo further upgrades toward digitalization and intelligent automation, enabling more precise operational control and highly efficient maintenance management, and ultimately providing advanced, reliable water supply solutions for a wide spectrum of fire protection projects.