Constant Pressure Fire Water Pump for Building Safety Systems
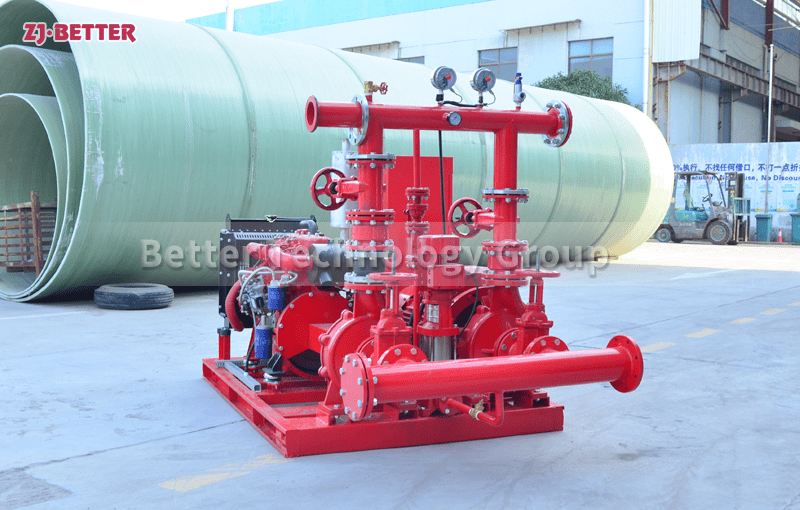
The constant pressure fire water supply pump for building safety systems adopts a high-efficiency vertical multistage pump and intelligent constant pressure control technology. It has the advantages of stable pressure output, automatic pressure replenishment, energy-saving operation, fast response and high reliability. It is widely used in high-rise buildings, commercial complexes, hospitals, industrial plants and fire sprinkler systems, providing a continuous and stable pressure guarantee solution for modern fire water supply networks.
In modern building fire protection systems, a stable and reliable fire water supply is a crucial foundation for ensuring the safety of people and property. With the increasing number of high-rise buildings, large commercial complexes, hospitals, data centers, industrial plants, warehousing and logistics centers, and public infrastructure projects, fire protection systems face higher demands for water pressure stability, response speed, and continuous operation. The constant pressure fire water supply pump for building safety systems was developed against this backdrop. This product integrates constant pressure water supply technology, high-efficiency centrifugal pump design, intelligent control system, and stable operating performance. It can maintain stable pressure output in both long-term standby and emergency water supply conditions within the fire protection network, effectively avoiding system malfunctions or insufficient water supply caused by pressure fluctuations. As an important component of modern fire protection systems, this equipment is widely used in automatic sprinkler systems, indoor and outdoor fire hydrant systems, fire monitor systems, and various fire water supply networks, providing all-weather protection for building fire safety.
The most significant feature of the constant pressure fire water supply pump is its superior constant pressure control capability. Traditional fire-fighting water supply equipment is susceptible to fluctuations in pipeline water usage, valve opening and closing, water source volatility, and equipment aging during long-term operation, leading to unstable pipeline pressure. Pressure fluctuations not only affect the normal standby status of the fire-fighting system but may also shorten equipment lifespan. This product employs advanced pressure monitoring and intelligent frequency conversion control technologies. High-precision pressure sensors detect pipeline pressure changes in real time and automatically adjust the pump unit’s operating status according to actual needs, ensuring the fire-fighting pipeline network remains within the set pressure range. When minor leaks occur, pipeline pressure drops, or fire-fighting facilities are tested, the equipment can respond quickly and automatically replenish pressure, ensuring the fire-fighting system is always in optimal working condition.
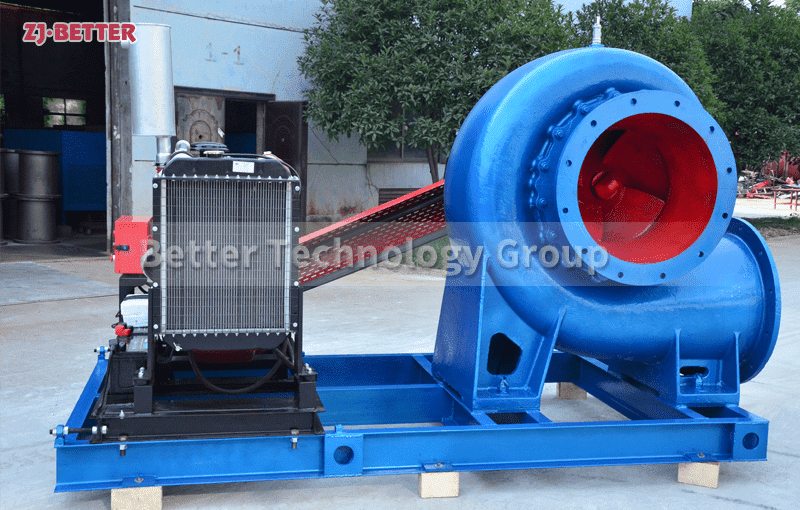
In terms of hydraulic performance, the constant-pressure fire-fighting water supply pump uses a high-efficiency impeller and optimized flow channel design. Advanced fluid dynamics technology reduces internal energy loss and improves hydraulic conversion efficiency. The optimized pump structure not only achieves stable flow output but also maintains excellent operating efficiency under various conditions. The equipment can provide different flow rate and head configurations according to project requirements, meeting the fire-fighting water supply requirements of high-rise buildings, commercial centers, industrial parks, and public facilities. Whether for routine pressure stabilization or emergency fire-fighting water supply, the equipment provides stable and reliable pressure and flow support, creating conditions for the fire extinguishing system to achieve optimal effectiveness.
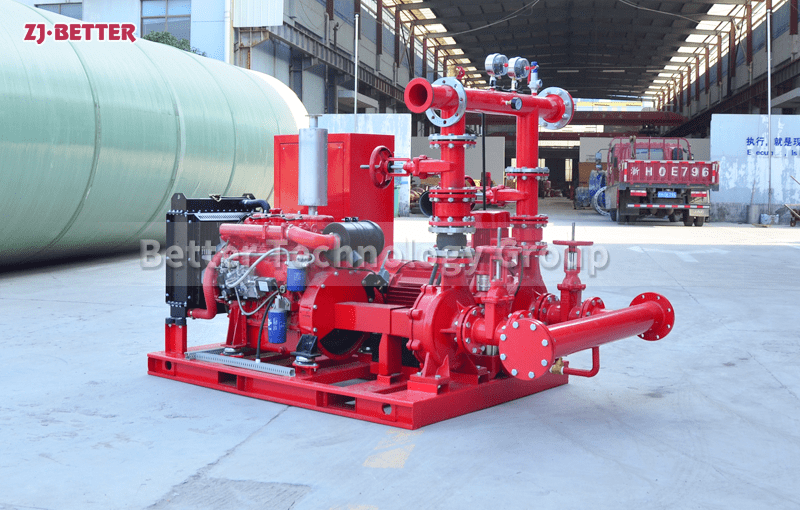
The intelligent control system is a crucial component of this product. Equipped with a modern digital control cabinet and programmable control unit, the equipment enables automatic start/stop, constant pressure control, fault alarms, operation recording, and remote monitoring. The control system monitors pressure, current, voltage, operating frequency, and equipment status in real time, immediately issuing alarm signals and taking protective measures when abnormalities are detected. Through automated management, the equipment not only improves operational safety but also reduces manual management costs, providing technical support for the construction of modern intelligent fire protection systems. For large-scale building projects, intelligent control capabilities can significantly improve the overall management efficiency of the fire protection system.
The product adopts a vertical multi-stage centrifugal pump structure design, featuring a small footprint, convenient installation, and a wide head range. Compared to traditional single-stage pumps, the multi-stage structure can gradually increase pressure through multiple impellers, achieving higher output pressure while maintaining high efficiency. For high-rise and super high-rise buildings, a high pump head is crucial to ensuring fire-fighting water supply reaches the building’s top, and this equipment can easily meet the fire-fighting water supply needs of buildings of varying heights. The vertical structure also effectively reduces installation space requirements, providing greater flexibility for equipment room design and building space planning.
Energy efficiency is a key evaluation indicator for modern fire-fighting equipment. Although fire pumps are mostly in standby mode, they still consume energy during daily pressure stabilization operation. This constant-pressure fire-fighting water supply pump uses variable frequency speed control technology, automatically adjusting its operating speed according to actual pressure demand, reducing energy consumption while meeting pressure stabilization requirements. When the pipeline pressure approaches the set value, the system automatically reduces the operating frequency, thereby reducing energy waste; when the pressure drops, the equipment quickly increases its operating efficiency to replenish the pressure. Compared to traditional fixed-speed pump systems, this product effectively reduces long-term operating costs, improves energy utilization, and brings significant economic benefits to building operators.
The equipment also excels in reliability design. Fire protection systems are critical safety facilities, and any equipment failure can affect fire emergency response capabilities. Therefore, this product employs a high-quality motor, high-strength pump body materials, and a wear-resistant mechanical seal structure to ensure long-term stable and reliable operation. Key components undergo rigorous quality testing and durability testing, enabling them to withstand long periods of standby and frequent start-stop conditions. The mechanical seal utilizes advanced sealing technology to effectively prevent leakage and extend maintenance cycles. Its high-reliability design allows the equipment to be quickly put into operation in critical moments, providing a solid guarantee for the fire protection system.
Regarding emergency response capabilities, the constant-pressure fire water supply pump can achieve联动 control with the main fire pump system. When a fire causes a sharp drop in pipeline pressure, the pressure-stabilizing pump starts first to replenish pressure; when the pressure drop exceeds a set threshold, the system automatically sends a start signal, linking the main fire pump to operation, achieving rapid water supply switching. This linkage mechanism ensures a rapid response of the fire protection system in the early stages of a fire and provides sufficient water supply capacity as the fire spreads. The automated control process reduces human operation time and improves fire extinguishing efficiency, which is of great significance for protecting building safety.
The product’s environmental adaptability has been comprehensively optimized. The equipment can be installed in underground pump rooms, equipment rooms, and indoor dedicated fire-fighting equipment areas, and can adapt to different temperature and humidity conditions. The control cabinet features a high-protection-level design, effectively preventing dust and moisture from entering the electrical system. The pump body surface is treated with anti-corrosion coating, resisting the effects of humid environments and mildly corrosive media. For coastal areas, high-humidity environments, and industrial projects, this environmental adaptability significantly improves the equipment’s service life and reliability.
Regarding maintenance and management, the equipment fully considers long-term operational needs. The modular design facilitates the disassembly and assembly of major components, allowing maintenance personnel to quickly complete inspections and replacements. The control system provides operation records and fault diagnosis functions, helping to promptly identify potential problems and develop maintenance plans. The equipment also supports remote monitoring and data transmission, allowing managers to monitor the equipment’s operating status in real time through a monitoring platform, improving maintenance efficiency and reducing downtime risks. The simplified maintenance process not only reduces operating costs but also enhances the long-term value of the equipment.
In terms of application scope, the dedicated constant-pressure fire-fighting water supply pump for building safety systems is widely used in high-rise residential buildings, office buildings, shopping malls, hotels, hospitals, schools, airports, subway stations, industrial plants, data centers, and warehousing and logistics facilities. These projects typically feature complex fire protection piping systems with extremely high requirements for pressure stability and water supply reliability. Installing constant-pressure fire water supply pumps effectively ensures the fire protection system remains in optimal standby condition for extended periods, improving overall fire safety levels. This is particularly crucial in large-scale complex projects, where a stable fire water supply network is essential for protecting densely populated areas.
As building scale continues to expand and fire protection standards are constantly upgraded, fire water supply systems are evolving towards intelligence, efficiency, and energy conservation. Constant-pressure fire water supply pumps, as a vital component of modern fire protection systems, not only provide stable and reliable pressure but also enhance overall system performance through intelligent control and energy-saving operation. In the future, with the widespread adoption of smart building and smart fire protection concepts, this product will play a key role in more projects, providing more comprehensive and efficient protection for building fire safety. With its superior constant-pressure performance, high energy efficiency, intelligent control functions, and reliable operation, the constant-pressure fire water supply pump for building safety systems is becoming an indispensable piece of equipment in modern fire protection engineering, providing continuous and stable fire water supply support for the construction of global building safety systems.