Automatic Diesel Fire Pump System for Uninterrupted Fire Safety
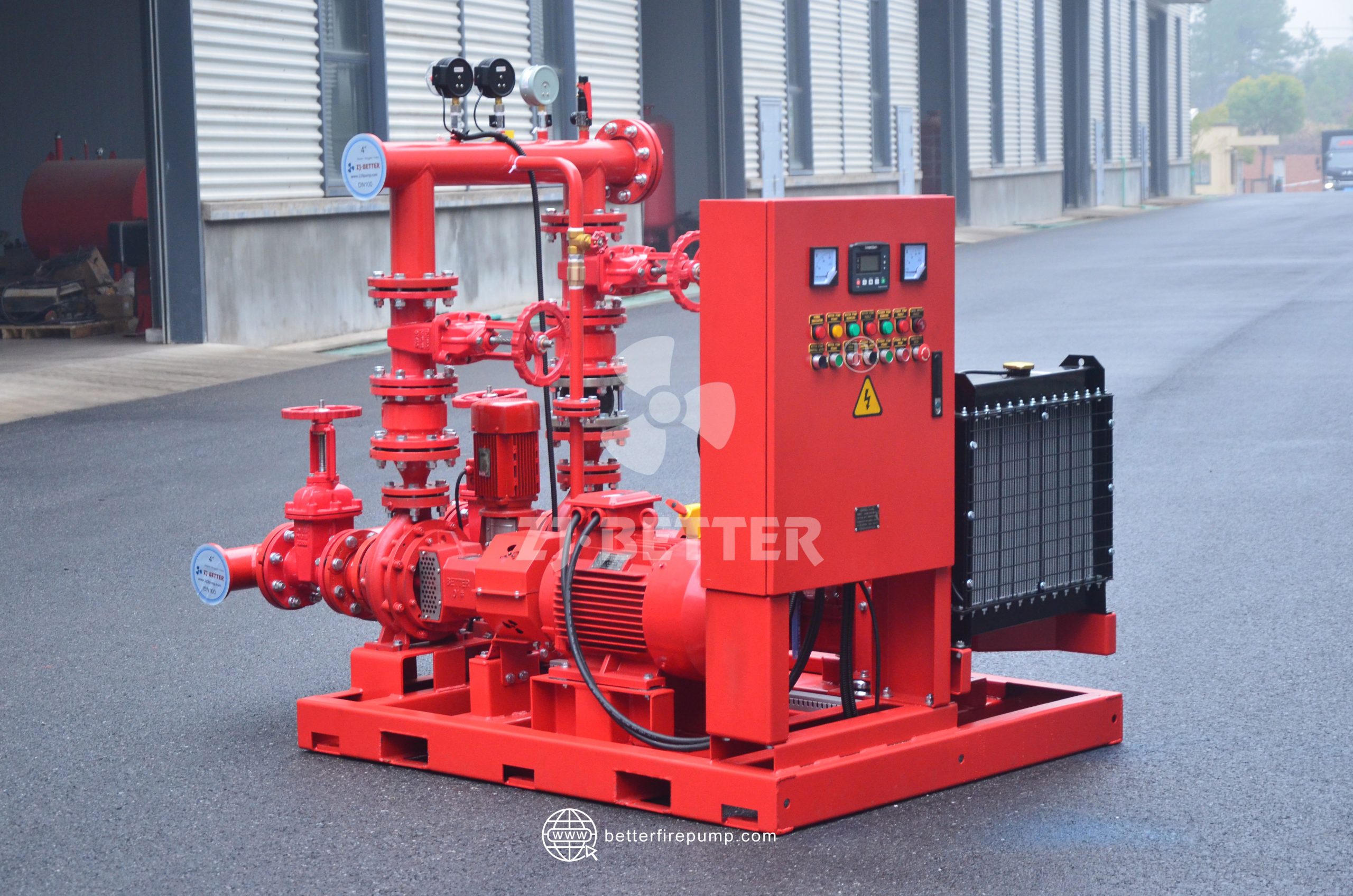
The uninterrupted fire safety dedicated automatic diesel fire pump system is driven by independent diesel power and has the capabilities of automatic start, continuous water supply, high flow output, intelligent monitoring and long-term continuous operation. It is widely used in fire protection projects of industrial plants, petrochemical plants, warehousing and logistics, high-rise buildings and key infrastructure, providing reliable emergency water supply and stable fire extinguishing capabilities for fire protection systems.
In modern fire protection engineering, the fire water supply system is considered a core component of the entire fire protection system, and the fire pump is one of the most critical power devices in the fire water supply system. For industrial plants, petrochemical bases, warehousing and logistics centers, large commercial complexes, airports, hospitals, data centers, and various critical infrastructures, in the event of a fire, the fire water supply equipment must be able to start up in the shortest possible time and continuously provide a stable and reliable fire-fighting water source. However, in actual fire scenarios, power outages often occur simultaneously with the fire, and ordinary electric fire pumps may be unable to operate due to the loss of power, thus affecting fire-fighting efficiency and the overall reliability of the fire protection system. The uninterrupted fire safety dedicated automatic diesel fire pump system is a high-performance fire water supply device developed and designed to solve this critical problem. This system adopts an independent diesel power drive mode, integrating automatic start control, high-efficiency centrifugal pump technology, intelligent monitoring system, and long-term continuous operation capability. It can quickly start operation under mains power failure, emergency power outage, or complex working conditions, providing a stable and reliable water supply guarantee for the fire protection system, thereby ensuring that fire safety truly achieves uninterrupted operation. One of the biggest advantages of this product is its completely independent power source. Traditional fire protection systems rely on external power grids for electric fire pumps. During fires, power line damage, equipment malfunctions, or automatic power cut-offs are common. If the fire pump malfunctions, the fire suppression system’s effectiveness is directly affected. Automatic diesel fire pump systems, powered by high-performance industrial diesel engines, require no external power. Even in the event of a complete power outage in a building or park, the equipment can automatically start and quickly enter operation, fundamentally solving the problem of power dependence in fire water supply systems. Through independent power design, the equipment can continuously provide a stable water source for fire sprinkler systems, fire hydrant systems, water cannon systems, and other fire suppression facilities, significantly improving the safety level and emergency response capabilities of the fire protection system. In terms of automatic control performance, the system employs advanced intelligent control technology, enabling fully automatic monitoring and automatic start-up. The equipment monitors real-time pressure changes in the fire pipeline network using pressure sensors. When the system detects a pressure drop below a set value, it automatically determines the fire demand and immediately starts the diesel engine, simultaneously driving the fire pump to supply water. The entire process requires no manual intervention, significantly shortening fire response time. The intelligent control system can automatically complete processes such as engine preheating, starting, acceleration, and operating parameter adjustment, ensuring that the equipment quickly reaches its rated operating conditions. For large industrial facilities and unattended locations, this automation capability can effectively improve the efficiency of initial fire control and reduce the risks caused by human error. In terms of hydraulic performance, the product adopts an advanced centrifugal pump design concept, combined with an optimized impeller structure and a high-efficiency flow channel system, achieving high flow rate, high head, and high-efficiency operation. Through computational fluid dynamics optimization design, the fluid flow inside the pump body is smoother, reducing energy loss and improving hydraulic conversion efficiency. The equipment can provide various flow rate and head configurations according to different project needs, meeting the high-flow water supply requirements of large-scale warehousing and logistics centers as well as the high-head requirements of high-rise buildings and long-distance water transmission projects. In the event of a fire, the system can continuously and stably output a large amount of fire-fighting water, ensuring that multiple fire-fighting terminals operate simultaneously, providing reliable support for fire fighting and rescue. As the power core of the entire system, the performance of the diesel engine directly determines the reliability and continuous operation capability of the fire pump system. This equipment uses an industrial-grade high-performance diesel engine, characterized by ample power reserves, excellent fuel economy, and stable and reliable operation. The engine employs a reinforced cylinder block structure and high-efficiency combustion technology, enabling it to maintain stable output under high load conditions. Even during prolonged continuous operation, it maintains excellent performance. The engine and fire pump are connected via a high-strength coupling, ensuring high power transmission efficiency and low vibration and energy loss, further enhancing the overall system reliability. To ensure stable operation in various complex environments, the system is equipped with a large industrial radiator and a high-efficiency cooling system. Diesel engines generate significant heat during prolonged operation, and efficient heat dissipation is crucial for continuous and stable operation. This system utilizes an optimized airflow design and large-capacity heat dissipation components to quickly dissipate engine heat and maintain the optimal operating temperature range. Even in hot regions, high-temperature environments, or under prolonged full-load operation, the equipment maintains stable operation, preventing performance degradation or shutdown due to overheating, thus ensuring a continuous fire water supply. The product also boasts significant advantages in intelligent monitoring and safety protection. The system control cabinet is equipped with a digital display interface, enabling real-time monitoring of key parameters such as engine speed, oil pressure, water temperature, battery voltage, fuel level, and fire pump operating status. When abnormal operating conditions occur, the system can automatically issue alarm signals and take corresponding protective measures according to the fault level. For example, when the engine oil pressure is too low, the water temperature is too high, or the battery voltage is abnormal, the control system will promptly remind management personnel to check and maintain the equipment. Through comprehensive monitoring and protection functions, the equipment not only improves operational safety but also effectively extends its service life. The equipment adopts a heavy-duty steel structure base design, with a robust and durable overall structure, possessing excellent vibration resistance and load-bearing capacity. The base is treated with anti-corrosion coating, enabling it to adapt to humid environments, coastal areas, and corrosive industrial environments. The modular structure design makes equipment transportation, installation, and maintenance more convenient, while allowing for flexible configuration according to project needs. Whether installed in a fire pump room, outdoor equipment area, or industrial production area, the equipment can maintain stable operation, providing users with reliable fire protection. The fuel system is an important component of the automatic diesel fire pump system. The equipment is equipped with a high-capacity fuel storage device and an efficient fuel delivery system, capable of meeting the needs of long-term continuous operation. In the event of a large-scale fire, the fire protection system may need to operate continuously for several hours or even longer, and sufficient fuel reserves ensure that the equipment continues to provide power support. The efficient fuel management system also improves fuel utilization, reduces operating costs, and minimizes downtime risks caused by fuel supply issues. The equipment also fully considers user needs in terms of maintenance. Key components are rationally laid out with ample maintenance space, facilitating daily inspection and maintenance. The intelligent control system records operating data and fault information, providing maintenance personnel with reference data to help quickly locate problems and develop maintenance plans. Modular design makes replacing major components easier, reducing equipment downtime and improving overall operating efficiency. Through scientific maintenance and management, the equipment can maintain good operating conditions for a long time, creating greater value for users. In terms of application areas, uninterrupted fire safety automatic diesel fire pump systems are widely used in critical locations such as petrochemical enterprises, power facilities, ports, airports, hospitals, data centers, large warehousing and logistics centers, industrial parks, and high-rise buildings. These locations typically have extremely high requirements for the reliability of fire protection systems; in the event of a fire, it is essential to ensure the continuous operation of the fire water supply system. With its advantages of independent power, automatic start-up, continuous water supply, and high reliability, the automatic diesel fire pump system has become an important choice for many fire protection projects. As global fire safety standards continue to rise and industrialization and urbanization progress, the requirements for reliable water supply in fire protection systems are constantly evolving. Continuous fire safety automatic diesel fire pump systems, by integrating advanced power technology, efficient hydraulic design, and intelligent control systems, provide a safe, efficient, and reliable water supply solution for modern fire protection engineering. Their superior automation level, robust continuous operation capability, and excellent environmental adaptability enable them to meet the needs of various complex application scenarios, providing a solid guarantee for building safety, industrial safety, and public safety. In future fire protection engineering construction, this product will continue to play a vital role, contributing more reliable and efficient water supply support to the global fire safety cause.