

Highly Reliable Diesel Fire Pump Systems for Large Building Fire Protection
The high-reliability diesel fire pump system integrates a diesel engine, main fire pump, pressure stabilizing pump, and intelligent control system. It has advantages such as automatic start-up, continuous water supply, stable pressure, independent power, multiple safety protections, and remote monitoring. It is widely used in large buildings, industrial parks, petrochemical plants, data centers, airports, ports, and municipal fire protection projects, providing a highly reliable and efficient overall solution for fire water supply in modern fire protection systems.
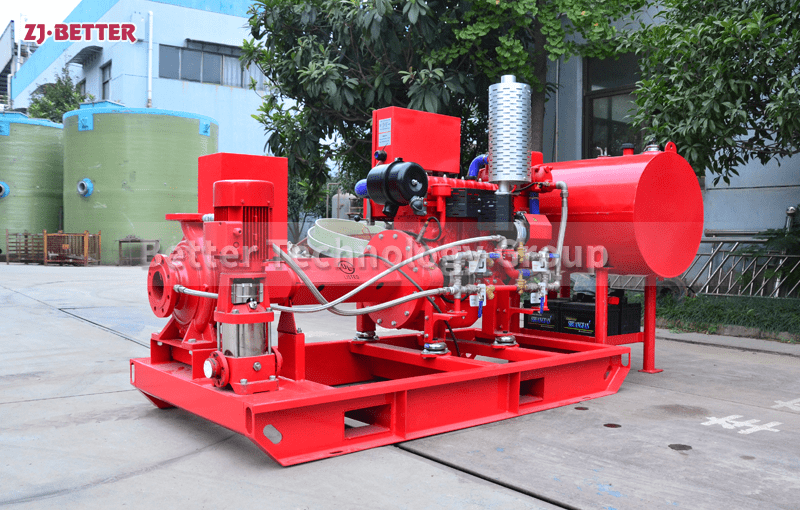
Large buildings, industrial parks, commercial complexes, transportation hubs, data centers, petrochemical bases, and public infrastructure are placing increasingly higher demands on the reliability of fire-fighting water supply systems. In the event of a fire, fire-fighting equipment must be operational in the shortest possible time and continuously and stably supply sufficient water to the fire-fighting network. The high-reliability diesel fire pump system is a complete fire-fighting water supply system designed specifically to meet this need. The system integrates a diesel engine, main fire pump, pressure-stabilizing pump, intelligent control cabinet, control valve assembly, piping components, and a common base, featuring independent power, automatic start-up, continuous water supply, intelligent monitoring, and multiple safety protections. Even during power outages, complex operating conditions, or prolonged fire-fighting environments, it maintains stable operation, providing a continuous and reliable water supply for automatic sprinkler systems, indoor and outdoor fire hydrant systems, fire monitor systems, and other fire-fighting facilities. It is an important component of modern large-scale fire protection projects.
The most significant feature of the high-reliability diesel fire pump system is that it uses independent diesel power to drive the main fire pump, operating independently of the building’s power supply system. When a fire causes a power grid failure or on-site power outage, the diesel engine can quickly start according to the control program, directly driving the fire pump to ensure uninterrupted fire water supply. The independent power design effectively enhances the fire protection system’s resilience, enabling the equipment to maintain a stable water supply in various emergencies. It is particularly suitable for critical locations such as industrial enterprises with high power security requirements, ports, petrochemical plants, large warehousing and logistics centers, and high-rise buildings.
The system is equipped with a high-efficiency horizontal centrifugal fire pump, employing an optimized hydraulic model design with smooth internal flow channels, reducing hydraulic losses and improving overall water delivery efficiency. The impeller undergoes high-precision machining and dynamic balancing, maintaining stability during high-speed operation and continuously outputting sufficient flow and stable head. The fire pump can be configured in different specifications according to actual project needs, meeting various fire protection conditions such as high flow, high head, and long-distance water delivery, providing stable and reliable fire water supply for large buildings and complex fire pipe networks.
To ensure the fire pipe network maintains its design pressure, the system can be equipped with a pressure-stabilizing pump for joint operation. The pressure-stabilizing pump maintains the pressure of the fire-fighting pipeline network under normal standby conditions. It automatically replenishes pressure when slight pressure fluctuations occur, reducing the frequent starting of the main fire pump. When a real fire causes a rapid drop in pipeline pressure, the main diesel fire pump immediately starts automatically, quickly establishing the working pressure of the fire-fighting system, achieving coordinated control between the pressure-stabilizing pump and the main pump. This combined operation mode ensures the long-term stable standby of the fire-fighting system, effectively extends the service life of the main fire pump, and improves the overall system efficiency.
The intelligent automatic control system is a crucial component of the highly reliable diesel fire pump system. The control cabinet employs advanced control programs to monitor the fire-fighting pipeline pressure, diesel engine operating parameters, fire pump operating status, and various protection signals in real time. The system supports multiple modes, including automatic operation, manual operation, remote control, and on-site emergency operation, and can be flexibly configured according to the actual needs of the fire-fighting project. The intelligent control system automatically records operating data, alarm information, and fault records, providing accurate data support for equipment maintenance and system management, and improving the management level of fire-fighting equipment.
The diesel engine is professionally designed and features high output torque, excellent starting performance, good fuel economy, and strong continuous operation capability. The engine employs a highly efficient cooling, lubrication, and fuel supply system, ensuring stable operation even in complex environments such as high and low temperatures and high humidity. Optimal power matching guarantees the fire pump is always in optimal working condition, providing continuous and stable power output to the fire protection system and meeting the needs of prolonged firefighting operations.
To further enhance equipment operational safety, the system is equipped with comprehensive protection functions, including low oil pressure alarm, high water temperature alarm, overspeed protection, start-up failure alarm, abnormal battery voltage alarm, low fuel alarm, and abnormal pressure alarm. When the equipment detects an abnormal operating condition, the control system can immediately issue an alarm signal and take corresponding protective measures according to the preset program, effectively reducing the risk of equipment failure, ensuring the continuous and reliable operation of the fire protection system, and improving the safety performance and stability of the entire system.
The system adopts a modular integrated design concept, centrally installing the diesel engine, main fire pump, pressure stabilizing pump, control cabinet, piping, valves, and auxiliary systems on a common steel structure base. The overall layout is scientifically sound and compact, facilitating transportation, hoisting, and on-site installation. The modular design not only shortens the construction cycle but also facilitates later maintenance and equipment upgrades. Ample maintenance space is reserved for all key components, facilitating routine inspections, maintenance, and parts replacement by maintenance personnel, reducing equipment maintenance difficulty and operating costs.
In terms of manufacturing process, the high-reliability diesel fire pump system employs high-standard processing techniques and strict quality control procedures. The fire pump casing, impeller, and main flow-through components are made of high-strength, wear-resistant materials, possessing excellent corrosion resistance and mechanical strength. The coupling is precision-calibrated to effectively reduce operating vibration. The bearing system uses high-quality components to ensure stable and reliable long-term continuous operation. The mechanical seal has excellent sealing performance, effectively reducing leakage, improving equipment operational safety, and further extending the overall service life of the machine.
The equipment has a wide range of engineering applications, and flow rate, head, control methods, and interface standards can be flexibly configured according to different project needs to meet the fire water supply requirements of various fields such as large commercial complexes, high-rise residential buildings, industrial parks, petrochemical plants, power facilities, rail transit, airports, ports, data centers, hospitals, warehousing and logistics centers, and municipal fire protection projects. The system is suitable for both new fire protection projects and the upgrading and renovation of existing fire protection systems, providing professional fire water supply solutions for different types of projects.
With the continuous development of smart fire protection technology, high-reliability diesel fire pump systems can also be equipped with remote communication interfaces to achieve data interconnection with fire control centers, building automation systems, and smart fire protection platforms. Operators can remotely view equipment operating status, pressure changes, alarm information, and maintenance records, enabling remote monitoring, remote diagnostics, and equipment management. Digital management not only improves the operating efficiency of fire protection equipment but also reduces on-site maintenance workload, providing strong support for the intelligent construction of modern fire protection engineering.
The system also excels in energy saving and economy. High-efficiency fire pumps reduce hydraulic losses and rationally match the output power of diesel engines, improving overall operating efficiency. The intelligent control system optimizes equipment start-up and shutdown logic, reducing ineffective operating time and fuel consumption. Due to stable operation, convenient maintenance, and low failure rate, the system effectively reduces the overall lifecycle operating cost, improves the comprehensive investment value of fire protection engineering, and provides users with more reliable and economical fire water supply.
In summary, the high-reliability diesel fire pump system, with its independent diesel power, high-efficiency main fire pump, pressure stabilization and replenishment system, intelligent automatic control, multiple safety protections, modular integrated structure, and wide applicability, comprehensively enhances the water supply reliability and emergency response capabilities of fire protection systems in large buildings. Whether facing complex industrial environments or the fire protection needs of large public buildings, the system can continuously and stably provide sufficient fire-fighting water, constructing a safer, more efficient, and intelligent fire-fighting water supply platform for modern fire protection engineering, and providing a solid guarantee for the long-term stable operation of fire protection facilities.










管道泵(不锈钢304316L).jpg)






















