Electric End Suction Fire Pump Units for Stable Fire Network Pressure
The electric end-suction fire pump unit adopts a high-efficiency end-suction centrifugal fire pump and an intelligent control system. It has the advantages of rapid start-up, stable water supply, automatic pressure control, energy-saving operation, multiple safety protections and remote monitoring. It is widely used in high-rise buildings, commercial complexes, industrial plants, warehousing and logistics, hospitals, airports and municipal fire protection projects, providing efficient, stable and reliable fire water supply solutions for modern fire pipe networks.
Electric end-suction fire pump units, as an important component of modern fire water supply systems, are widely used in high-rise buildings, commercial complexes, industrial plants, warehousing and logistics centers, hospitals, schools, data centers, airports, ports, and municipal fire protection projects. They provide stable and reliable fire water supply for automatic sprinkler systems, fire hydrant systems, water mist fire extinguishing systems, and other fire protection facilities. With the continuous expansion of building scale and the ongoing improvement of fire safety standards, fire protection systems not only require equipment with sufficient flow and stable head, but also comprehensive performance including rapid response, continuous operation, intelligent control, and high reliability. Electric end-suction fire pump units use high-efficiency electric motors to drive end-suction centrifugal fire pumps. Through advanced hydraulic design, intelligent control technology, and modular integrated structure, they achieve stable pressure control of the fire pipeline network. In the event of a fire, they can quickly establish system pressure and continuously output fire water, providing a safe, efficient, and reliable fire water supply solution for modern fire protection engineering.
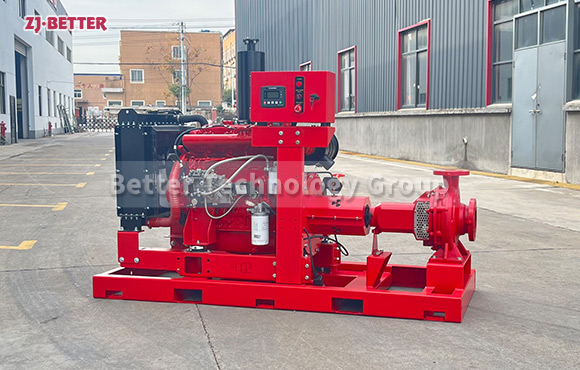
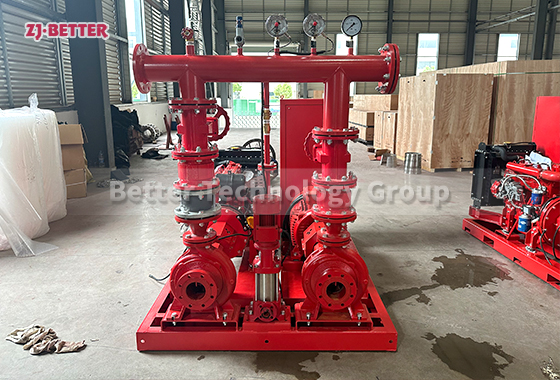
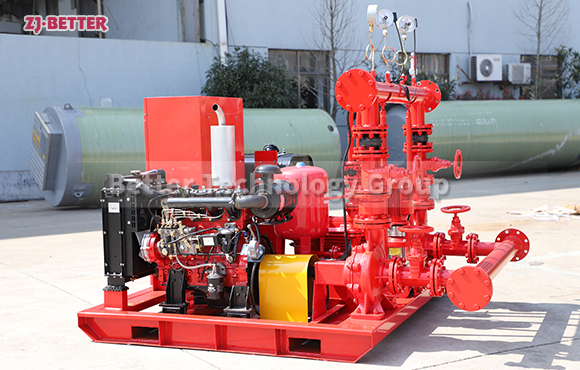
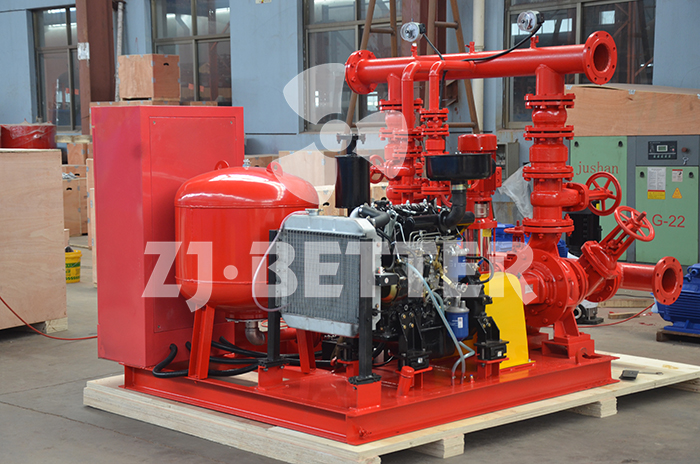
Electric end-suction fire pump units adopt a mature end-suction centrifugal pump structure, featuring compact structure, stable operation, convenient maintenance, and high hydraulic efficiency. The pump body’s internal flow channels are optimized to effectively reduce water flow resistance, minimize energy loss, and improve overall water delivery efficiency. The high-precision impeller is manufactured using advanced processing technology and undergoes rigorous dynamic balancing testing, ensuring low vibration, low noise, and stable operation even at high speeds. The end-suction structure allows for smoother water flow into the impeller, increasing flow output capacity while maintaining stable head. This meets the pressure and flow requirements of fire protection projects of varying scales, providing a continuous and reliable water supply for large building fire protection systems.
As an electrically driven device, the electric end-suction fire pump unit offers advantages such as rapid start-up, stable operation, and high energy efficiency. When the fire control system detects a drop in fire pipeline pressure, the intelligent control cabinet immediately issues a start command, and the motor quickly drives the fire pump to operation, establishing the required pressure for the fire protection system in a short time, providing a stable water supply for sprinkler and fire hydrant systems. This rapid response capability is crucial for initial fire control, effectively shortening fire equipment start-up time, improving fire extinguishing efficiency, and reducing fire-related losses.
To ensure consistently stable pressure in the fire protection network, the electric end-suction fire pump unit employs intelligent pressure monitoring and automatic control technology. Pressure sensors continuously monitor the operating status of the fire protection network and transmit real-time data to the control system. When the system detects a pressure change, the control program automatically starts or stops the fire pump according to set parameters, ensuring the fire protection network maintains its design pressure. The entire process requires no manual operation, improving the automation level of the fire protection system, reducing human error, and enhancing the overall reliability of the system.
The electric end-suction fire pump unit is equipped with an advanced intelligent control cabinet, enabling automatic operation, manual operation, remote control, and operational status monitoring. The control interface displays real-time current, voltage, pressure, running time, equipment status, and alarm information, allowing managers to easily monitor equipment operation. The system also records historical operating data, providing a reference for equipment maintenance, performance analysis, and operational management, improving the efficiency of fire protection equipment management and providing strong support for the construction of modern intelligent fire protection systems.
The equipment has comprehensive safety protection functions, effectively ensuring long-term stable operation. The control system integrates multiple functions including overload protection, short circuit protection, phase loss protection, undervoltage protection, overvoltage protection, motor overheat protection, and fault alarms. When abnormal operating conditions occur, the system can immediately issue an alarm signal and take corresponding protective measures according to preset programs, effectively reducing the risk of equipment damage and improving the continuous operation capability of the fire protection system. The multi-layered safety protection design not only extends the equipment’s service life but also reduces maintenance costs.
The electric end-suction fire pump unit adopts a modular integrated design concept, rationally integrating the fire pump, motor, control cabinet, base, and matching valves to form an integrated fire water supply system. The overall layout is compact, occupying little space, facilitating transportation, and ensuring high on-site installation efficiency, effectively shortening the project construction cycle. All major components of the equipment adopt standardized designs, facilitating later inspection, replacement, and maintenance, reducing the equipment’s life-cycle management costs, and providing a more efficient user experience for project construction units and end users.
In terms of material selection, the key flow-through components of the electric end-suction fire pump unit are made of high-strength wear-resistant materials. The pump body has good mechanical strength and corrosion resistance, and can adapt to long-term standby and frequent start-up conditions. The impeller undergoes precision machining, improving water delivery efficiency while enhancing wear resistance. The mechanical seal provides excellent sealing, effectively reducing leakage and improving equipment operational safety. High-quality bearings, combined with a rational lubrication design, ensure stable operation and further extend the equipment’s service life.
The equipment boasts excellent continuous water supply capabilities and can be configured with different flow rates and head specifications to meet various fire protection engineering needs. Whether for large commercial complexes, high-rise office buildings, residential communities, industrial plants, warehousing and logistics centers, airports, ports, power facilities, or data centers, the appropriate model can be selected based on the project scale, providing a stable and sufficient fire water supply for different fire protection systems. The continuous and stable water supply ensures that fire sprinkler and fire hydrant systems maintain their design pressure throughout the firefighting process, providing reliable support for fire rescue.
With the development of smart buildings and digital fire protection, electric end-suction fire pump units are continuously upgrading towards intelligence. The equipment can be configured with multiple communication interfaces to achieve data interconnection with fire control centers, building automation systems, and remote monitoring platforms, supporting remote monitoring, remote diagnostics, remote alarms, and operational data analysis. Management personnel can monitor equipment operating status in real time through the monitoring platform, promptly identify potential problems, and arrange maintenance plans, improving equipment management efficiency, reducing operational risks, and achieving intelligent management of fire-fighting equipment.
In addition to superior technical performance, the electric end-suction fire pump unit also boasts significant energy-saving advantages. A high-efficiency motor, combined with an advanced hydraulic model design, improves overall energy utilization and reduces operating energy consumption. The intelligent control system automatically adjusts the equipment’s operating mode based on the fire-fighting system’s operating status, reducing ineffective operating time and improving overall equipment utilization efficiency. Due to its stable operation, low failure rate, and simple maintenance, the equipment effectively reduces long-term operating costs, creating greater economic value for users.
The electric end-suction fire pump unit is manufactured in strict accordance with fire-fighting equipment manufacturing standards. Before leaving the factory, each unit undergoes performance testing, pressure testing, operational testing, and safety inspections to ensure stable and reliable operation. A rational structural design, mature manufacturing processes, and strict quality control enable the equipment to adapt to various complex environments and long-term standby operation requirements, providing high-quality fire-fighting water supply equipment for fire-fighting engineering construction in different regions.
In summary, electric end-suction fire pump units, with their advantages of high-efficiency end-suction centrifugal structure, rapid start-up capability, stable pressure output, intelligent automatic control, comprehensive safety protection, modular design, energy-saving operation, and wide application range, can comprehensively improve the pressure stability of fire protection pipe networks and the reliability of fire water supply. The equipment not only meets the requirements of modern building fire protection systems for continuous water supply and rapid response, but also adapts to the development trend of smart fire protection, providing safer, more efficient, and intelligent fire water supply solutions for industrial, commercial, municipal, and public building fire protection projects. It is an indispensable and important piece of equipment in modern fire water supply systems.