How High-Capacity Fire Pump Sets Improve Industrial Fire Protection Efficiency
Learn how high-flow fire pump sets improve the operational efficiency of industrial fire protection systems. This article provides an in-depth analysis of the core advantages of dual-suction centrifugal fire pumps, including high-flow water supply, independent diesel power, intelligent control, efficient hydraulic design, continuous and stable operation, and digital monitoring. These pumps are widely used in petrochemical, power facilities, industrial parks, ports, warehousing and logistics, and large-scale infrastructure, providing safe, reliable, and efficient fire water supply solutions for modern industrial fire protection systems.
As modern industry continues to develop towards large-scale, automated, and intensive operations, places such as petrochemicals, power energy, steel metallurgy, equipment manufacturing, warehousing and logistics, ports and docks, data centers, and large industrial parks are placing higher demands on fire protection systems. Industrial fire protection not only requires the rapid establishment of sufficient water supply capacity in the event of a fire, but also demands that fire-fighting equipment operate continuously and stably under complex conditions, ensuring the entire fire protection system remains reliable at all times. High-flow-rate fire pump sets, as the core power equipment of industrial fire-fighting water supply systems, have become an indispensable component of modern industrial fire protection engineering due to their advantages such as high flow output, high head delivery, continuous and stable operation, independent power drive, and intelligent control. Especially in large factories, long-distance water pipeline networks, and high-standard fire protection projects, high-flow-rate fire pump sets can quickly establish stable pressure, continuously providing sufficient water for fire hydrant systems, automatic sprinkler systems, water cannon systems, and other fire-fighting facilities, effectively improving the operational efficiency and emergency response capabilities of the entire industrial fire protection system, and providing more reliable fire protection for enterprise production safety.
The biggest advantage of high-flow-rate fire pump sets lies in their superior water delivery capacity. Compared to ordinary fire pumps, high-flow-rate fire pump sets can deliver more fire-fighting water to the fire protection network in a short time, quickly establishing stable pressure and meeting the high-flow-rate water supply requirements of large industrial fire protection systems. Whether in large-area factories, chemical plant areas, tank areas, or large warehousing centers, the equipment can continuously output sufficient flow, ensuring a stable water supply to multiple fire-fighting areas simultaneously, improving overall fire-fighting efficiency, and providing reliable support for initial fire control and sustained fire suppression.
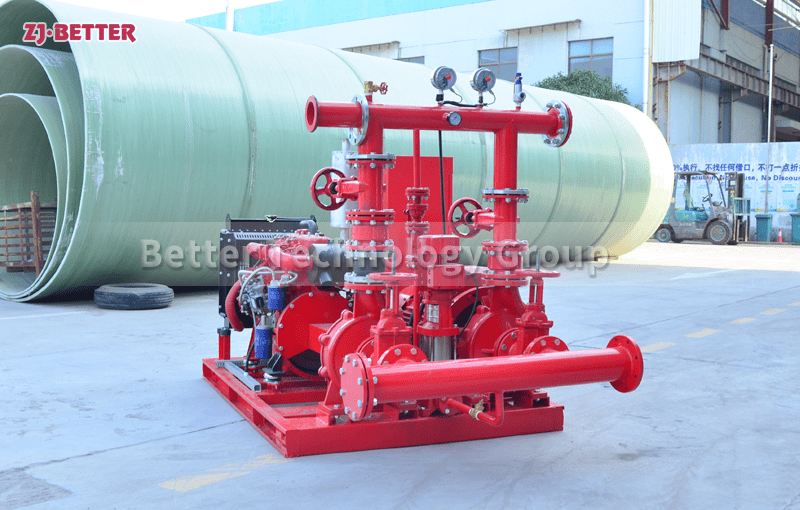
The double-suction centrifugal pump structure is a crucial technical foundation for achieving high-flow-rate operation. The double-suction impeller design allows liquid to enter the pump body simultaneously from both sides of the impeller, not only improving suction capacity but also effectively reducing axial force, resulting in smoother equipment operation. Compared to single-suction structures, the double-suction design provides greater flow rate, higher operating efficiency, and lower vibration levels, while reducing bearing load and improving overall machine stability, providing a solid foundation for long-term continuous water supply in industrial fire protection systems.
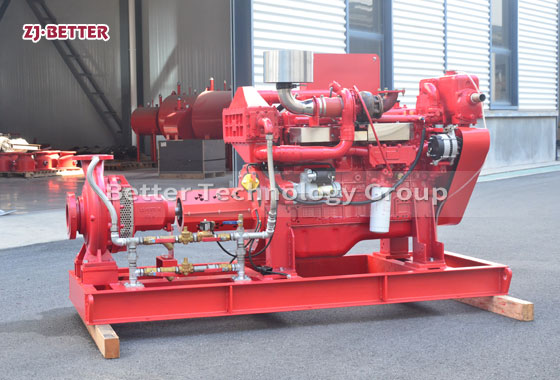
The diesel power system further enhances the reliability of industrial fire protection systems. The equipment utilizes an industrial-grade diesel engine as its power source, eliminating reliance on the external power grid. Even in the event of a power outage, line fault, or other unforeseen accident causing a power interruption, it can still start quickly and operate continuously. The engine provides ample power and stable torque output, maintaining its rated speed for extended periods to ensure the fire pump consistently delivers stable flow and pressure, establishing an independent and reliable fire-fighting water supply capability for critical industrial facilities.
A high-efficiency hydraulic model design significantly improves the overall operating efficiency of the fire pump unit. Optimized design of the impeller, guide structure, and pump casing effectively reduces internal hydraulic losses, resulting in smoother water flow and improved water delivery efficiency. A rational flow channel design not only reduces energy consumption but also lowers operating noise and mechanical vibration, ensuring stable performance even under continuous high-load operation and improving the overall operating efficiency of the fire-fighting water supply system.
An intelligent control system enables the high-flow-rate fire pump unit to achieve a higher level of automation. The control cabinet can monitor fire pipeline pressure, engine status, operating time, coolant temperature, lubricating oil pressure, and fault information in real time, and automatically perform start-up, shutdown, and alarm operations according to the needs of the fire protection system. When the fire protection system pressure drops, the control system can quickly issue a start-up command, enabling the fire pump set to operate rapidly, effectively shortening emergency response time and improving the overall automation management capability of the fire protection system.
Continuous and stable operation is a crucial guarantee for industrial fire protection systems. The high-flow fire pump set is equipped with an efficient cooling system, a large-capacity lubrication system, and an optimized fuel supply system, allowing the diesel engine to maintain stable power output for extended periods. Even under continuous operation for several hours or longer, the equipment maintains stable performance, and its water supply capacity is not affected by temperature increases or increased load, providing a continuous and reliable water source for large-scale industrial fire protection projects.
A rational overall structural design further enhances the equipment’s operational reliability. The fire pump, diesel engine, coupling, control cabinet, and fuel system are mounted on an integrated base, ensuring good coaxiality and stability among components. The integrated structure effectively reduces operating vibration, improves power transmission efficiency, and facilitates transportation, installation, and on-site commissioning, significantly shortening the project construction cycle and improving project implementation efficiency.
High-quality manufacturing processes ensure long-term stable operation of the equipment. The pump body is made of high-strength cast material, possessing excellent mechanical properties and pressure resistance. The impeller undergoes high-precision machining and dynamic balancing to improve operational stability. The pump shaft is made of corrosion-resistant, high-strength material, enhancing fatigue resistance. The mechanical seal features excellent wear resistance and sealing performance, effectively reducing leakage risks. All key components undergo rigorous quality testing, ensuring the entire system can withstand long-term continuous operation and reducing subsequent maintenance costs.
A comprehensive safety protection system provides reliable assurance for stable equipment operation. High-flow-rate fire pump sets are typically equipped with overspeed protection, low oil pressure protection, high water temperature protection, battery voltage monitoring, fuel level monitoring, and fault alarm systems. When abnormal operating conditions occur, the control system can promptly issue alarm information and take appropriate protective measures as needed to prevent equipment damage and improve the overall safety and reliability of the fire protection system.
Maintenance convenience is also a crucial factor in improving the operational efficiency of industrial fire protection systems. The overall equipment layout is scientifically and rationally designed, with ample maintenance space reserved for each major component, facilitating daily inspection, filter replacement, lubrication, and maintenance of vulnerable parts. Standardized modular design reduces maintenance difficulty, improves inspection efficiency, minimizes equipment downtime, and ensures the fire protection system remains in good standby condition, enhancing long-term operational reliability.
Modern industrial fire protection increasingly emphasizes digital management. High-flow-rate fire pump sets can be configured with remote communication and intelligent monitoring functions, enabling real-time acquisition and remote transmission of equipment operating status, pressure, flow rate, engine parameters, and alarm information. Management personnel can monitor equipment operation in real time through the fire control center, promptly arrange maintenance, improve equipment management efficiency, and simultaneously achieve digital and intelligent management of fire protection equipment, providing strong support for smart factory and smart fire protection construction.
High-flow-rate fire pump sets have a wide range of applications, including petrochemicals, natural gas storage and transportation, power facilities, steel metallurgy, automobile manufacturing, ports and terminals, rail transit, airports, data centers, large commercial complexes, warehousing and logistics centers, and municipal fire protection engineering. To meet the needs of different projects, the equipment can be flexibly configured with different flow rates, heads, power outputs, and control methods to satisfy the water supply capacity and system reliability requirements of various large-scale fire protection projects, providing professional fire water supply solutions for projects of different scales.
With continuous advancements in fire protection technology, high-flow-rate fire pump sets are evolving towards greater intelligence, efficiency, energy conservation, and modularity. More advanced control systems, more efficient hydraulic designs, more comprehensive safety protection, and more convenient maintenance methods enable these devices to further improve the overall operational efficiency of industrial fire protection systems. In the future, high-flow-rate fire pump sets will play an even more crucial role in ensuring industrial production safety, improving fire response speed, reducing operating costs, and promoting smart fire protection construction, providing a more stable, efficient, and reliable fire water supply guarantee for modern industrial fire protection systems.