Self-Contained Fire Pump Unit for Remote and Power-Limited Applications
Discover the advantages of self-contained fire pump units designed for remote locations and power-limited environments. Featuring independent operation, reliable water supply, intelligent control, rapid response, and durable performance, this emergency pump solution ensures stable fire protection where traditional systems cannot reach. Ideal for industrial facilities, oil fields, mines, ports, and emergency rescue applications.
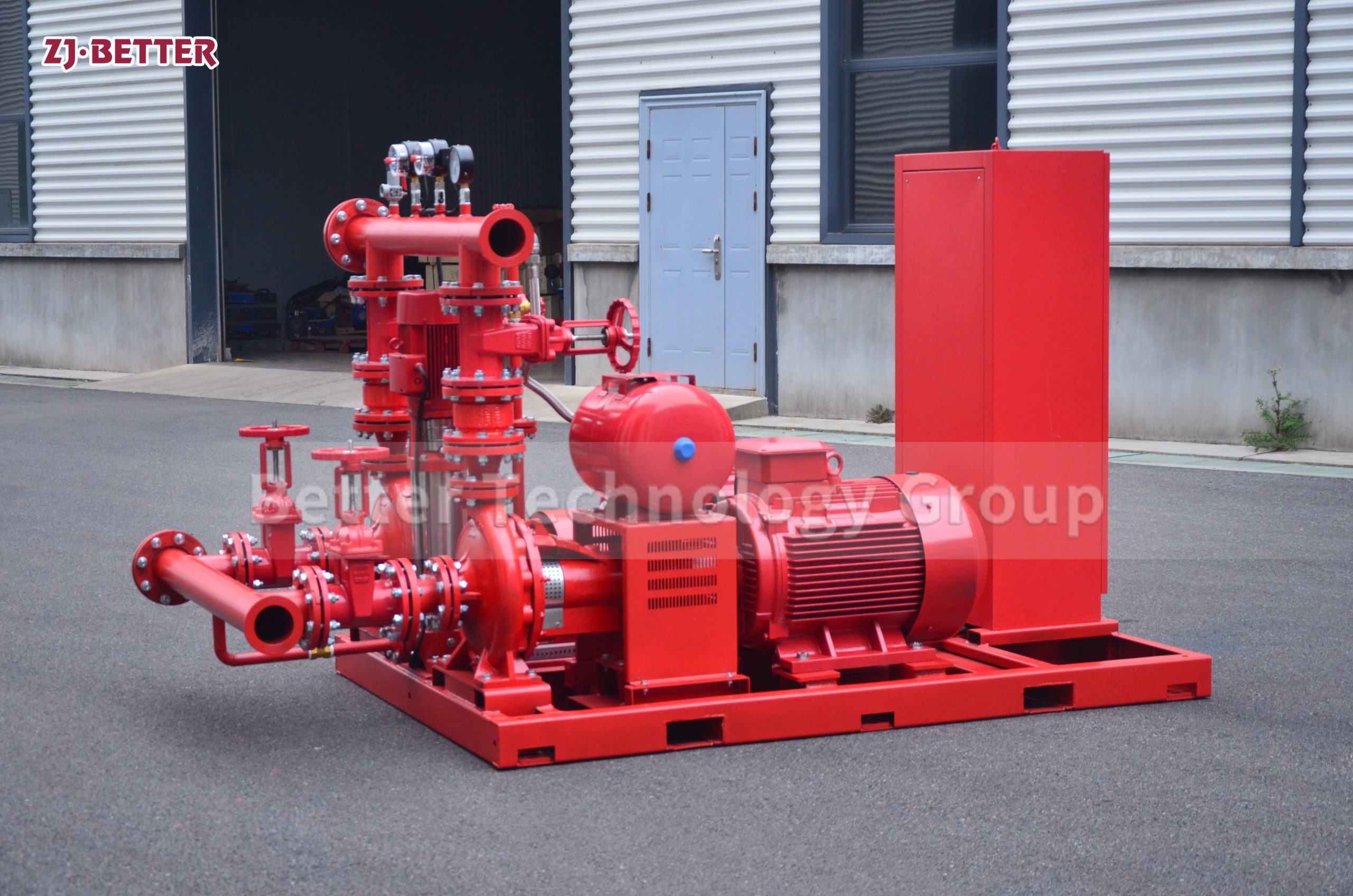
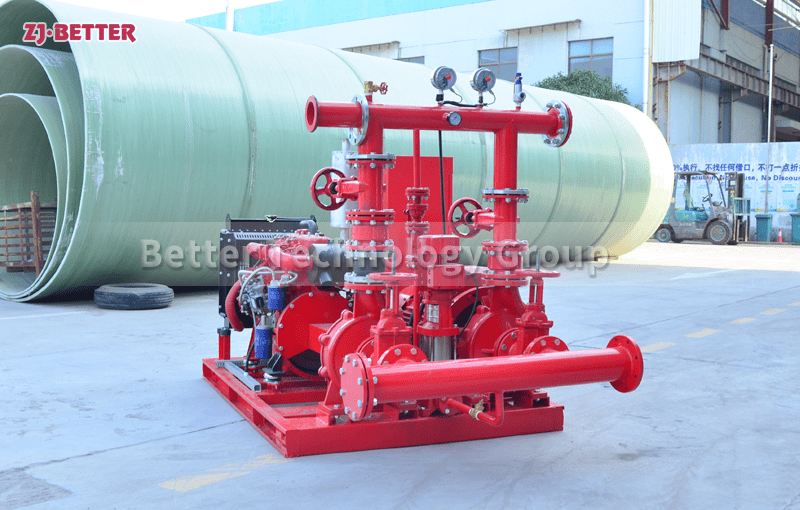
Self-contained fire pump units are key equipment in modern fire emergency water supply systems. With their independent operation capability, lack of external power dependence, rapid deployment, and high adaptability, they play an important role in remote areas, environments without electricity, the oil and gas industry, mining areas, border defense facilities, field storage, emergency rescue, and building backup systems. These units use diesel engines as the core power source and, through the scientific combination of a stable frame, dedicated couplings, centrifugal or self-priming pump heads, piping components, control panels, starting systems, and cooling systems, form an independent pump station that can be put into operation at any time and maintain stable water supply pressure without external support. Their core advantages are reflected in reliability, flexibility, automatic response capability, and continuous operation capability under extreme conditions. Independent fire pump units utilize a high-efficiency power system to drive the pump body, ensuring sufficient water delivery even in situations of power outages, weak grid coverage, or harsh environments. The power system features instantaneous start-up capabilities and strong cold-start performance. Equipped with electronic automatic monitoring, the unit automatically starts upon receiving signals of reduced pipeline pressure, sprinkler activation, or alarm linkage, guaranteeing immediate water pressure replenishment. This system employs a dedicated speed control mechanism to keep the pump operating within its optimal curve range, improving fuel economy, reducing operating costs, and supporting long-term operation without overheating or malfunction. The self-contained unit’s control system employs intelligent logic, real-time monitoring of data such as oil temperature, water temperature, pressure, speed, battery voltage, and fuel status. It also records operating history and alarm information, helping users understand circulation status and maintenance needs. With both manual and automatic operating modes, it adapts to different engineering and application scenarios, maintaining operation and allowing for manual intervention even in emergencies. The pump body employs a high-efficiency hydraulic model design, providing stable head and large flow output. Optimized impeller structure and pump casing channels achieve efficient water delivery, and the anti-cavitation structure enhances operational stability under low suction conditions, ensuring fire-fighting water supply in remote areas with unstable water resources. Simultaneously, the unit features a robust base and seismic-resistant layout, allowing installation on containers, chassis frames, mobile vehicle platforms, or fixed pump stations. Its dust-resistant, moisture-proof, and corrosion-resistant structure makes it suitable for industrial locations with severe temperature differences, heavy dust, or corrosive environments. The independent fire pump unit also boasts low-maintenance characteristics. Durable components, long-life filter elements, automatic or manual lubrication points, and quick-access maintenance structures ensure reliable long-term operation and simple maintenance. The optimized alignment between the engine and pump body reduces vibration, improves operational smoothness, minimizes mechanical wear, and extends equipment life. Furthermore, the system includes a fuel backup design, allowing for the installation of a large-capacity fuel tank or external fuel storage system, maximizing efficiency during prolonged fire-fighting operations or in remote areas. This system integrates remote monitoring solutions, allowing users to view the real-time status of the pump units through a control center. It also enables remote start-up, shutdown, and fault diagnosis, saving significant labor costs for emergency response and maintenance. It is particularly suitable for fire supervision and large-scale facility safety management units. A major advantage of this unit is its wide range of applications. It can function in various scenarios, from petrochemical and natural gas facilities, ports and ships, and mining bases to agricultural and forestry maintenance, water resource transportation, plant fire protection, and large-scale warehousing. Its mobility and enclosed structure also make it suitable for use as a field emergency firefighting, disaster relief, and rapid deployment facility. Overall, the self-contained independent fire pump units possess advantages such as high automation, rapid start-up, reliability and durability, no need for external power supply, easy maintenance, and strong adaptability, making them important equipment for ensuring fire safety in various facilities and areas. Through stable performance, high output capacity, and intelligent control technology, they can not only provide water pressure support at critical moments, but also serve as a system redundancy and insurance mechanism to improve overall fire reliability. They provide true emergency water source security for areas lacking infrastructure, making them an indispensable strategic core equipment in modern engineering and fire protection systems. Their technological development is moving towards more efficient engines, more energy-saving pump bodies, more intelligent control, more environmentally friendly emissions, and lower noise operation, enabling them to adapt to broader, more stringent, and more intelligent engineering and emergency needs in the future, providing long-term value and continuous protection for the global safety system.