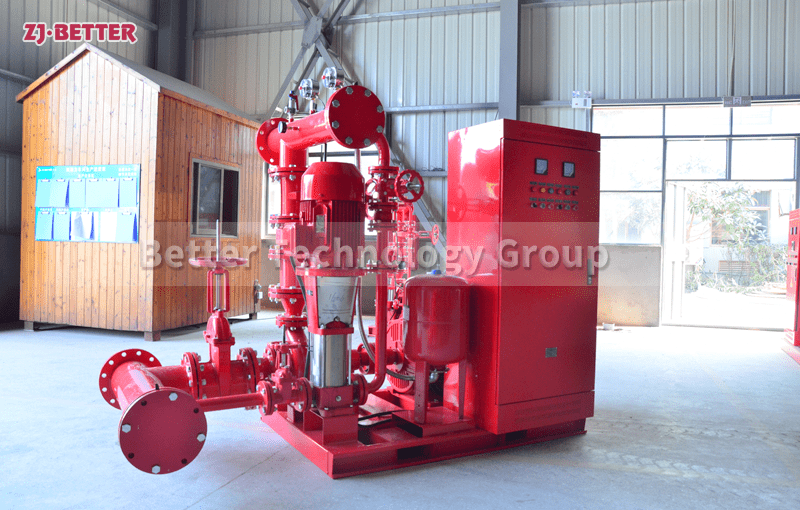
Modular Diesel Fire Pump Package Improving Fire System Response Efficiency
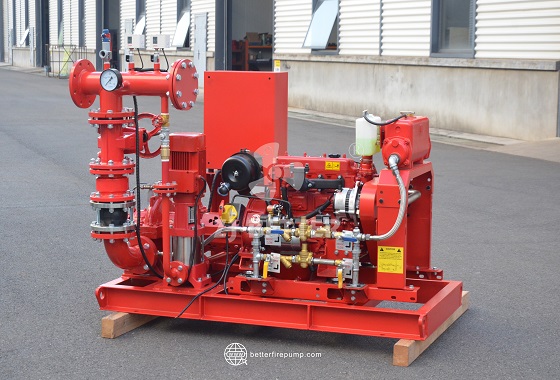
This high-performance modular diesel fire pump system integrates a diesel engine and a high-efficiency fire pump, supporting automatic start-up and stable water supply. It is suitable for industrial plants, warehouses, high-rise buildings, and municipal fire protection systems, offering advantages such as high reliability, convenient maintenance, and excellent environmental adaptability.
This modular diesel fire pump system is designed with the core objective of improving the overall response efficiency of fire protection systems. It is systematically developed around the practical fire fighting needs of “rapid start-up, stable water supply, long-term reliable operation,” and “high integration, flexible configuration.” The entire unit uses a diesel engine as an independent power source, maintaining continuous and efficient fire water supply even in extreme conditions such as power outages or unstable power supply. This fully meets the stringent reliability requirements of industrial plants, large warehousing and logistics centers, petrochemical facilities, power plants, airports, data centers, high-rise buildings, and municipal emergency fire protection systems. Through a modular structural design, the diesel power system, fire pump, inlet and outlet pipelines, valve components, instrumentation system, and intelligent control unit are highly integrated. Each functional module is matched, debugged, and tested before leaving the factory. On-site installation only requires basic fixing and pipeline and electrical connections, significantly shortening construction and commissioning time and effectively improving project delivery efficiency. The power system uses a high-torque, low-fuel-consumption dedicated diesel engine with excellent low-temperature starting performance and continuous load capacity, capable of stable operation for extended periods under high load conditions. Combined with an efficient cooling system and optimized fuel supply structure, it ensures that engine temperature, speed, and output power remain within a reasonable range during continuous water supply, guaranteeing the continuity and safety of fire water supply from the source. The fire pump section adopts a high-efficiency hydraulic model design, offering advantages such as sufficient flow rate, stable head, and strong cavitation resistance. It can maintain stable output under different pressure requirements and complex pipeline network conditions, meeting the water requirements of sprinkler systems, fire hydrant systems, and other fixed fire extinguishing systems. The overall equipment structure is designed with maintenance and repair convenience in mind. Each module is rationally arranged, and key components are easily accessible, facilitating daily inspection, maintenance, and troubleshooting, effectively reducing long-term operation and maintenance costs. The modular diesel fire pump system is equipped with an intelligent control system, enabling multiple operating modes including automatic start, manual start, and remote control. When the pipeline pressure drops or a fire signal is received, the system can quickly detect and automatically start the unit, shortening response time and ensuring that effective water supply is provided immediately at the initial stage of a fire, significantly improving the overall response efficiency and success rate of the fire protection system. The control system integrates multiple operational monitoring and protection functions, providing real-time monitoring of diesel engine speed, oil pressure, water temperature, battery status, and pump unit operating parameters. In case of abnormal conditions, it can promptly trigger alarms or implement protective measures, preventing secondary risks caused by overload or malfunction, thereby further improving the reliability and safety of the system. In terms of environmental adaptability, the equipment features a robust overall structure, with a high-strength steel base design, providing excellent seismic resistance and load-bearing capacity. It is suitable for indoor pump rooms or semi-outdoor installation environments. Key components are treated with anti-corrosion coatings, enabling long-term stable operation in complex environments with high humidity, high temperatures, or high dust levels. The modular design also provides excellent scalability and adaptability for different projects. Users can flexibly select flow rate, head, and configuration options according to actual fire protection needs, achieving customized combinations that meet regulatory requirements while balancing economy and practicality. Through the organic combination of standardization and modularization, this diesel fire pump set not only improves the overall response speed of the fire protection system but also demonstrates significant advantages in reliability, stability, ease of maintenance, and service life. It is an important solution for achieving efficient and reliable emergency water supply in modern fire protection engineering, providing long-term, stable, and trustworthy fire protection for various high-risk and key protection areas.