Fully Automatic Diesel Fire Pump Set Enhancing Reliability and Stability of Fire Protection Systems
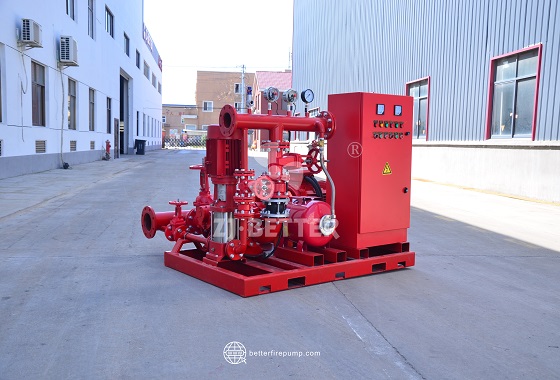
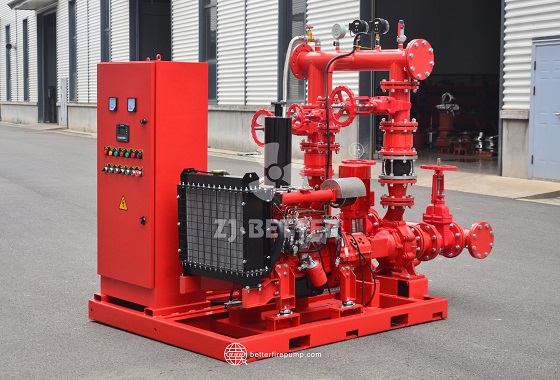
The fully automatic control diesel fire pump unit features a high-efficiency centrifugal pump design and an intelligent control system, supporting rapid start-up, stable pressure supply, and multiple safety protections. It is suitable for critical fire protection locations such as high-rise buildings, industrial plants, and petrochemical plants, ensuring the continuous and reliable operation of the fire protection system in emergency situations.
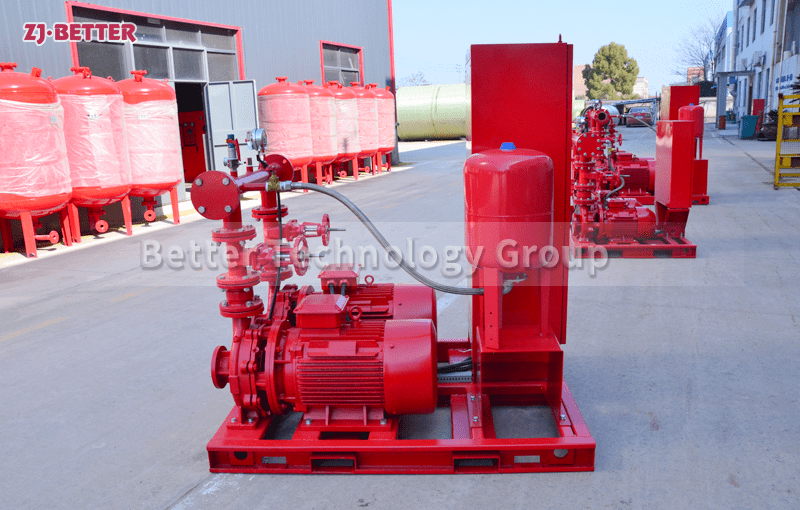
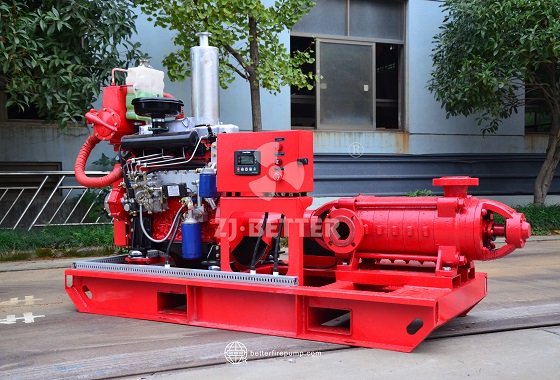
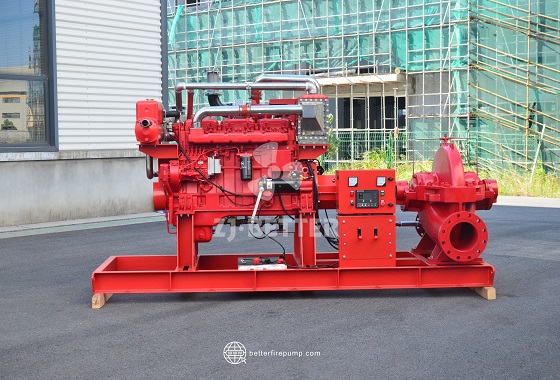
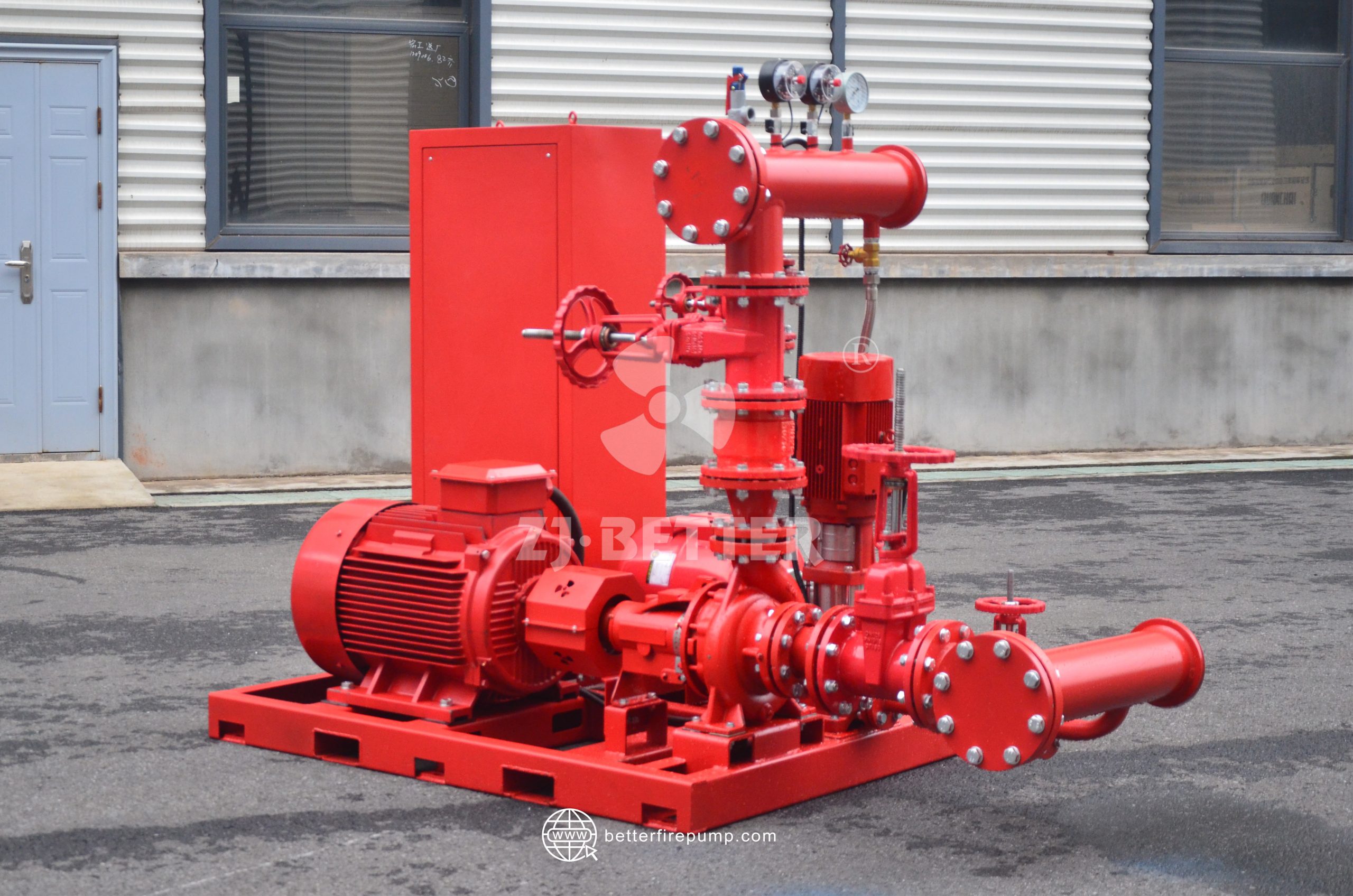
Fully automatic control diesel fire pump units enhance the reliability and stability of fire protection systems. As a core power equipment in modern building fire water supply systems, they are specifically designed for key fire prevention units such as high-rise buildings, industrial plants, large commercial complexes, logistics and warehousing centers, airports, docks, and petrochemical plants. They can quickly start and stably output the pressure and flow required for fire fighting in the event of a power outage or main pump failure, ensuring that the entire fire pipeline network can establish effective water pressure in the early stages of a fire. This provides continuous and reliable water supply support for sprinkler systems, fire hydrant systems, and foam extinguishing systems. The unit uses a high-performance diesel engine as its drive core, paired with a high-efficiency centrifugal fire pump. Power is efficiently transmitted through flexible couplings or direct-drive structures, ensuring sufficient output power while reducing mechanical losses and vibration. The base is welded from high-strength steel, precision-calibrated and treated with anti-corrosion measures, possessing excellent seismic resistance and long-term outdoor use capability. It can adapt to complex environments such as high temperature, low temperature, high humidity, and dust, meeting the continuous operation requirements under harsh conditions. In terms of performance, this diesel fire pump unit boasts significant advantages such as large flow rate, high head, rapid response, and long-term stable operation. The hydraulic model has been optimized, and the impeller is precision-cast from high-strength wear-resistant materials and dynamically balanced. It features a smooth flow channel, high efficiency, and excellent cavitation performance, maintaining high-efficiency output at rated operating points. Simultaneously, it achieves flexible matching of flow rate and head within a certain range, adapting to the pressure rating and water supply distance requirements of different projects. The engine selection is precisely matched with the pump body parameters, ensuring output at rated speed. The unit boasts ample power output, preventing pressure drop due to insufficient power or energy waste due to power redundancy, thus achieving a balance between reliability and economy. A key technological highlight is its fully automatic control system. The control cabinet employs an intelligent microcomputer control module, enabling multiple functions including automatic monitoring, automatic start-up, automatic shutdown, and fault alarms. When the fire pipeline pressure drops to a set value, the system automatically identifies the signal and starts the diesel engine within seconds to quickly establish stable pressure. Once the fire is extinguished and the pressure returns to normal, the system can delay shutdown according to pre-set logic, avoiding equipment wear caused by frequent start-ups and shutdowns. The control system also features manual, automatic, and remote control modes, allowing operators to operate flexibly according to on-site conditions and supporting integration with building fire alarm systems. The unit achieves intelligent response in unattended operation. To ensure reliable start-up at critical moments, it is equipped with a dual-battery starting system and automatic charging device, ensuring sufficient power even during long standby periods. Some models also offer optional electric heating devices or coolant preheating systems to guarantee rapid start-up in low-temperature environments. The engine lubrication, fuel, and cooling systems have all been professionally optimized to ensure stable operation even under prolonged full-load conditions, reducing the risk of overheating or abnormal shutdown. The exhaust system is rationally designed to reduce the impact of noise and heat on the surrounding environment. In terms of safety protection, the unit integrates multiple monitoring and protection functions, including oil pressure monitoring, water temperature monitoring, speed monitoring, voltage monitoring, and fault alarms and shutdowns for overspeed, low oil pressure, and high water temperature. The system features a robust protection mechanism. In the event of an anomaly, it will immediately issue an audible and visual alarm and execute protective measures according to pre-defined strategies. This prevents equipment damage due to escalating faults and ensures the overall operational safety of the fire protection system. The control panel has a clear display interface that shows real-time operating parameters and historical records, facilitating data analysis and maintenance plan development by maintenance personnel. In terms of structural design, the entire diesel fire pump unit adopts a modular layout. The engine, pump body, radiator, fuel tank, and control cabinet are rationally arranged on the same base, resulting in a compact overall structure and convenient installation. Open or containerized configurations are available depending on project requirements. Containerized units offer excellent sound insulation and rainproof performance, suitable for outdoor independent pump rooms or temporary construction sites, while the open structure facilitates maintenance and inspection. The unit is designed to meet the flexible configuration needs of different application scenarios. Regarding operational stability, it undergoes rigorous factory testing and performance evaluation, including flow rate testing, pressure testing, continuous operation testing, and vibration testing, ensuring stable operation under rated conditions and the ability to withstand overload impacts in short periods. It adapts to the instantaneous high flow rate demands at the initial stage of a fire. High-quality, wear-resistant bearings are selected, along with a precision-machined pump shaft and sealing system, reducing friction loss and extending service life. Mechanical seals or packing seals can be selected based on the operating environment, ensuring good sealing performance during long-term operation and preventing leakage from affecting system pressure. This diesel fire pump unit not only performs excellently but also boasts significant advantages in maintenance convenience. Key components are rationally arranged, with sufficient space reserved for maintenance. Routine maintenance only requires periodic checks of fuel, engine oil, coolant, and battery status. The control system has a self-checking function, automatically checking key parameters before startup to reduce human error and improve overall management efficiency. The equipment also supports periodic automatic trial runs, automatically starting and running for a period of time in standby mode according to a set cycle to maintain lubrication of mechanical components and activity of the electrical system, ensuring successful startup in the event of a fire. In terms of application scope, fully automatic diesel fire pump units are widely used in locations with extremely high requirements for water supply reliability, especially suitable for projects with unstable mains power supply or those requiring a backup power source. In high-rise building fire protection systems, they can be used as main or backup pumps. In the petrochemical and energy industries, they can provide high-pressure water for foam extinguishing systems. In large warehousing and logistics centers, this fully automatic diesel fire pump unit can meet the continuous water supply needs of large-area sprinkler systems, while in remote areas or temporary construction sites, it can play an important role as an independent fire-fighting water supply device. Overall, with its strong and stable power output, high-efficiency hydraulic design, intelligent automatic control system, and comprehensive safety protection mechanism, this fully automatic control diesel fire pump unit enables the fire-fighting water supply system to respond quickly and operate stably at critical moments. It not only improves the reliability of the overall fire protection system but also reduces operational risks and maintenance costs, providing a solid and reliable fire safety guarantee for various buildings and industrial facilities. It can maintain excellent performance even when facing complex and ever-changing engineering requirements and harsh operating environments, making it an indispensable and important power equipment in modern fire protection engineering.