Stable Pressure Motor Driven Fire Pump Unit
The voltage-stabilized motor-driven fire pump system is designed specifically for building and industrial fire protection systems. It features a high-efficiency hydraulic structure, intelligent pressure stabilization control, rapid start-up and stable water supply performance, supports automatic monitoring and multiple electrical protections, and is suitable for fire water supply systems in high-rise buildings, factories, warehouses and commercial complexes, ensuring continuous safe operation.
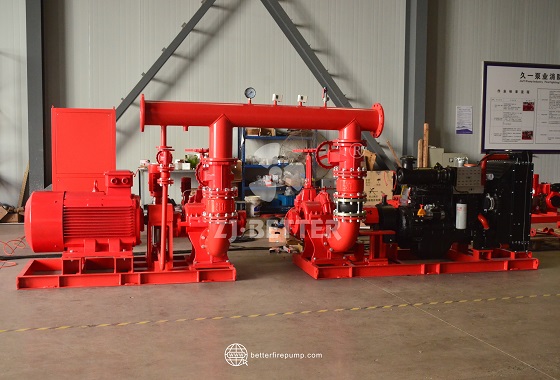
The voltage-stabilized motor-driven fire pump system is a highly reliable water supply solution specifically designed for modern building fire protection systems. It integrates an electric main pump, coupling, base, piping components, control cabinet, and intelligent monitoring system. By scientifically matching flow and head parameters, it ensures a continuous and stable water supply to sprinkler systems, fire hydrant systems, and outdoor fire protection networks. In critical moments during a fire, it guarantees stable water pressure, sufficient flow, and rapid start-up, thus providing a solid guarantee for building safety. This type of equipment adopts a high-efficiency horizontal centrifugal pump structure design with an optimized hydraulic model, smooth flow channels, and low hydraulic losses. While meeting high flow output requirements, it maintains excellent energy efficiency, enabling stable operation for extended periods under rated conditions and rapid adjustment of output capacity to achieve stable pressure operation during system pressure fluctuations. The motor uses a high-performance, fully enclosed, air-cooled motor with high insulation and excellent protection levels, adaptable to high-temperature, high-humidity, and dusty environments. It possesses strong overload capacity and stable starting performance, maintaining good operating conditions even under frequent start-stop and long-term standby conditions, providing a reliable power source for the fire protection system. Pressure stabilization control is one of the core advantages of this equipment. It monitors the pipeline pressure in real time through pressure sensors. When the system pressure falls below the set value, the main pump automatically starts to replenish pressure. When the pressure returns to the set range, it automatically adjusts or shuts down, thus avoiding the impact of drastic pressure fluctuations on the pipeline network and terminal equipment, extending the service life of the entire system, and reducing unnecessary energy waste. The control system adopts an intelligent design, featuring automatic start, manual control, remote signal output, fault alarm, and operating status display functions. It can be linked with the building fire control center to achieve centralized management and remote monitoring, ensuring high reliability and responsiveness even when unattended. The base of this complete set of equipment adopts an integral welded structure, which is highly rigid and has low vibration during operation. Combined with precision alignment technology, it effectively reduces bearing and mechanical seal wear, improves the overall lifespan of the machine, and reduces maintenance frequency. It is suitable for various scenarios such as high-rise buildings, industrial plants, warehousing and logistics centers, commercial complexes, hospitals, schools, and municipal facilities. The pump body material can be selected from cast iron, stainless steel, or other corrosion-resistant materials according to different water quality environments, adapting to clean water, slightly corrosive water sources, and long-term standby water storage environments, ensuring good sealing and operating performance even under long-term standby conditions. The mechanical seal uses wear-resistant and high-temperature-resistant materials, exhibiting strong resistance to dry friction and reducing the risk of leakage. High-quality bearings ensure smooth operation and low noise, making it suitable for commercial and residential projects with high environmental requirements. The equipment is designed with the actual operating conditions of the fire protection system in mind, ensuring a high degree of match between the flow curve and system requirements through appropriate selection. It maintains stable pressure output even when the maximum water usage points are simultaneously activated, meeting the requirements of different floor heights and pipe network resistance. The electrical control system features multiple protection mechanisms, including overload protection, short-circuit protection, phase loss protection, and voltage abnormality protection, preventing motor damage under abnormal conditions and improving system safety. To enhance system reliability, a standby pump and a pressure-stabilizing pump can be configured, enabling one-for-one standby or multiple pumps operating in parallel. When the main pump fails, the standby pump automatically switches to ensure uninterrupted water supply, further enhancing overall safety. This pressure-stabilizing motor-driven fire pump system has a compact structure, small footprint, and is easy to install. It undergoes overall commissioning before leaving the factory, requiring only connection of inlet and outlet pipes and power supply on-site for immediate use, shortening the construction period and reducing installation costs. The equipment exhibits excellent energy consumption control during operation, running at low load during normal inspections and routine minor pressure compensation phases, only outputting full power when truly needed, thus achieving a balance between energy saving and safety. Strict quality control processes are followed during manufacturing, with key components undergoing precision machining and multiple tests to ensure each unit meets stable operating standards and can withstand harsh working conditions before leaving the factory. Customized parameter designs are available to meet the requirements of fire protection systems in different countries and regions, adapting to various voltage levels and frequency standards, enhancing the product’s global applicability. The overall system possesses excellent seismic resistance and structural stability, maintaining structural integrity and functional reliability even in the event of earthquakes or sudden vibrations. Regarding long-term operating costs, the equipment’s high efficiency, convenient maintenance, and high component interchangeability make spare parts replacement simple and quick, significantly reducing total life-cycle operating costs. Its stable pressure output characteristics are particularly suitable for high-rise building sprinkler systems, enabling rapid response when multiple points are activated simultaneously, avoiding sudden pressure drops that could affect fire extinguishing effectiveness, while maintaining reasonable static pressure in standby mode to prevent pipeline leakage or burst risks. By combining a scientifically designed hydraulic balance structure with intelligent control logic, this equipment ensures the immediate response capability of the fire protection system while also meeting the needs of daily system inspection and testing. It supports periodic automatic inspection functions to ensure the equipment is always in a usable state. In summary, the pressure-stabilized motor-driven fire pump system, with its high-efficiency hydraulic design, powerful output, intelligent pressure stabilization control, reliable structural configuration, and wide applicability, has become an indispensable core device in modern fire water supply systems. It not only provides a continuous and stable fire-fighting water source in emergencies but also maintains system pressure balance during daily operation, extending the lifespan of pipelines and terminal equipment, thus constructing a long-term, stable, economical, efficient, and highly reliable water supply guarantee system for building fire safety.