High Flow High Pressure Diesel Fire Pump System for Large Scale Fire Protection Projects
High flow high pressure diesel fire pump systems designed for large scale fire protection projects, delivering powerful water supply, independent diesel power, stable long-term operation, and reliable performance for industrial and commercial fire safety systems.
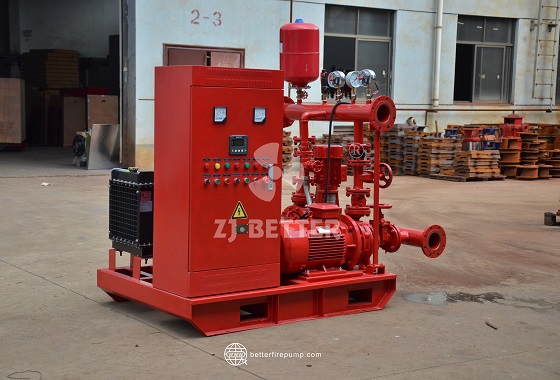
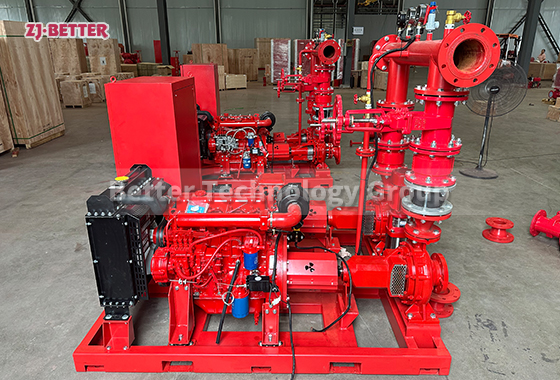
High-flow, high-pressure diesel fire pump systems are key equipment in large-scale fire protection projects, responsible for core water supply. They primarily provide a continuous, stable, and sufficient water source for fire hydrant networks, automatic sprinkler systems, and fire suppression systems during a fire. They are particularly suitable for applications with extremely high fire water supply requirements, such as industrial parks, petrochemical facilities, power systems, large warehousing and logistics centers, airports, ports, and high-rise buildings. These diesel fire pump systems use a diesel engine as an independent power source, operating independently of mains power. Even in extreme situations like sudden fires or power outages, they can quickly start and maintain stable output, serving as the last line of defense for the reliability of the fire protection system. The system typically consists of a diesel engine, a dedicated fire pump, a cooling system, a fuel system, an exhaust system, a control system, and complete piping components. The entire system utilizes an integrated steel base installation structure with a compact and rational layout. The functional modules are clearly defined, facilitating both on-site installation and subsequent maintenance and repair. In terms of performance design, the high-flow, high-pressure diesel fire pump system prioritizes meeting large-scale water demand. The pump’s hydraulic model undergoes precise calculations and repeated verification, ensuring a continuous high-flow water supply under high-lift conditions. This guarantees sufficient pressure margin even when multiple fire hydrants or large-area sprinkler systems are operating simultaneously, preventing insufficient water supply from affecting firefighting effectiveness. The pump body is typically made of high-strength, pressure-resistant materials, with thickened sections in key areas, providing excellent pressure and impact resistance. It maintains structural stability under high pressure and prolonged operation, minimizing deformation or performance degradation. The diesel engine, the system’s power core, is selected with a focus on low-speed, high-torque output characteristics, ensuring smoother and more reliable operation under firefighting conditions. This also reduces mechanical wear and failure risks associated with high-speed operation, ensuring continuous operation for several hours after a fire without power degradation. The cooling system is crucial for high-load diesel fire pumps, typically employing a high-efficiency radiator tank combined with forced air cooling or a closed-loop water cooling structure. Even in high-temperature environments or under prolonged full-load operation, it effectively controls engine operating temperature, preventing overheating and shutdown, thus ensuring uninterrupted firefighting water supply. The fuel system design emphasizes stable fuel supply and safety protection, equipped with a high-efficiency filtration device and a reliable fuel delivery structure to ensure smooth fuel supply during emergency start-up and continuous operation of the diesel engine, preventing system operation from being affected by impurities or unstable fuel supply. The control system is a crucial component for the automation and safe operation of the high-flow, high-pressure diesel fire pump system. It typically integrates automatic start-up, automatic shutdown, operational status monitoring, and multiple alarm functions. When pipeline pressure drops or a fire alarm signal is received, the system can automatically start the diesel engine and drive the fire pump into operation within a very short time, without manual intervention, significantly improving emergency response efficiency. The control system also monitors key parameters such as oil pressure, water temperature, speed, and battery voltage in real time. In case of abnormalities, it can promptly issue audible and visual alarms, alerting management personnel to take appropriate measures to extend the effective operating time of the equipment as much as possible while ensuring safety. To address the complex and variable operating conditions of large-scale fire protection projects, the high-flow, high-pressure diesel fire pump system is typically designed with multiple interfaces and expansion capabilities, allowing for flexible configuration of inlet and outlet diameters, pressure ratings, and flow ranges according to actual project needs, meeting the customized requirements of different scales and types of fire protection systems. The integrated design allows the system to be assembled, debugged, and tested before leaving the factory. On-site installation requires only foundation fixing, pipe connection, and simple debugging before it can be put into use, significantly shortening the construction cycle and reducing installation risks. Compared to electric fire pumps, diesel fire pump systems have irreplaceable advantages in emergency reliability. Their independent power characteristics ensure stable operation even in the event of mains power failure, line damage, or extreme disasters, making them an indispensable core piece of equipment in large-scale fire protection projects. From a long-term operational perspective, this type of system is designed with ease of maintenance in mind. The layout of key components is reasonable, and there is ample space for daily inspections and periodic maintenance, facilitating quick maintenance by management personnel and helping to reduce overall operation and maintenance costs. Because the fire pump is in a standby state when not in a fire, the diesel fire pump system, through reasonable start-stop logic and maintenance strategies, can maintain good starting performance even after long periods of inactivity, ensuring it is “on call” when truly needed. In summary, high-flow, high-pressure diesel fire pump systems play an irreplaceable and crucial role in large-scale fire protection projects due to their powerful water supply capacity, excellent operational stability, independent and reliable power supply, and highly integrated complete design. They provide a solid and reliable fire water supply guarantee for complex and high-risk locations and are a vital core equipment in modern large-scale fire protection systems.