Home » Fire Pump Set » What are the benefits of using pre-packaged fire pump systems?

What are the benefits of using pre-packaged fire pump systems?
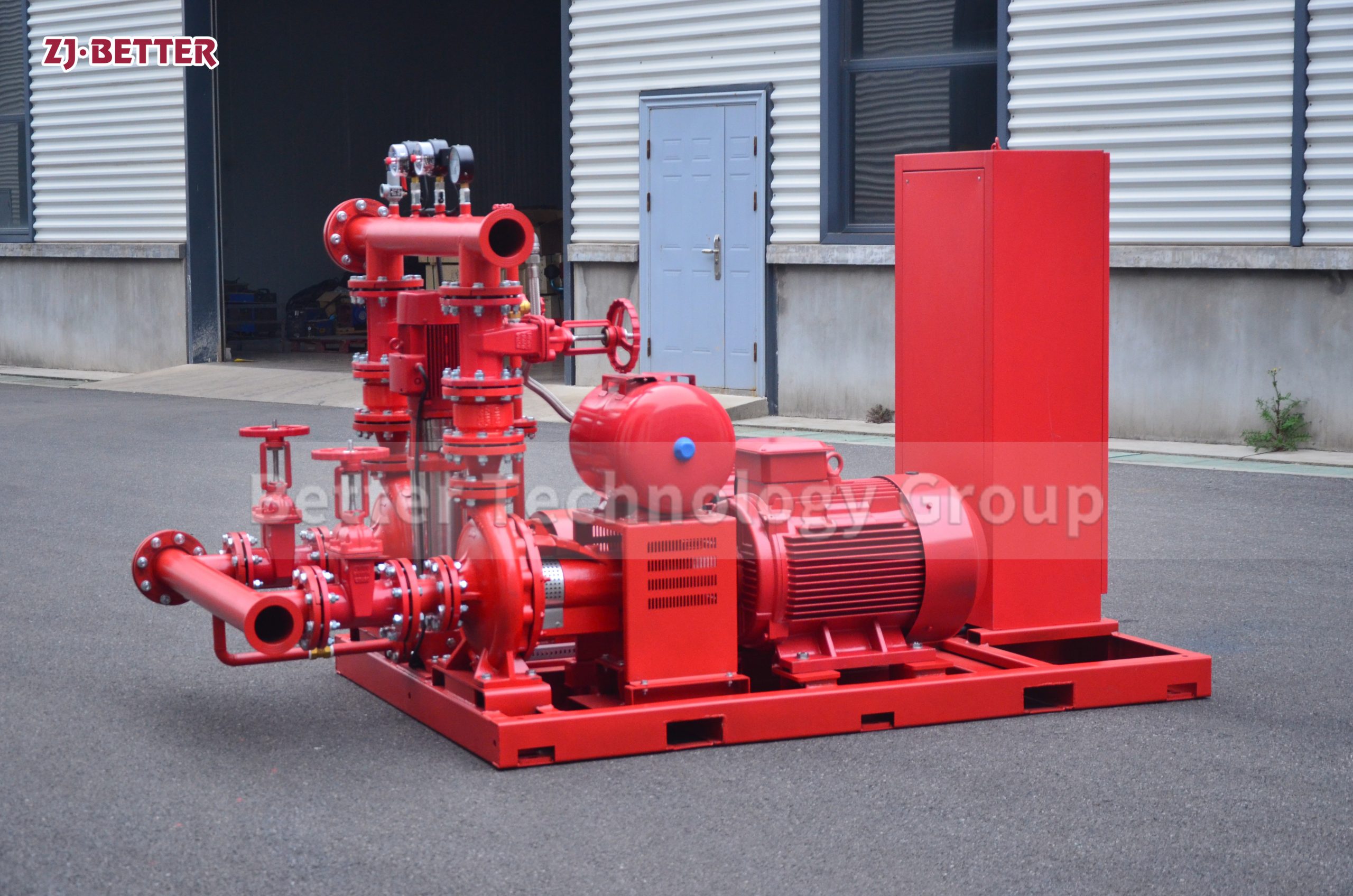
Benefits include:
Simplified Installation: Pre-packaged systems are easier and quicker to install, reducing on-site labor and potential for errors.
Quality Control: Assembled and tested in a controlled environment, ensuring high quality and reliability.
Space Efficiency: Designed to optimize space, making them ideal for installations with limited space.
Regulatory Compliance: Often pre-engineered to meet specific codes and standards, simplifying the compliance process.
Contact US
Get Price
Share:
Content
Benefits include:
- Simplified Installation: Pre-packaged systems are easier and quicker to install, reducing on-site labor and potential for errors.
- Quality Control: Assembled and tested in a controlled environment, ensuring high quality and reliability.
- Space Efficiency: Designed to optimize space, making them ideal for installations with limited space.
- Regulatory Compliance: Often pre-engineered to meet specific codes and standards, simplifying the compliance process.
Inquiry
More Fire Pump Set