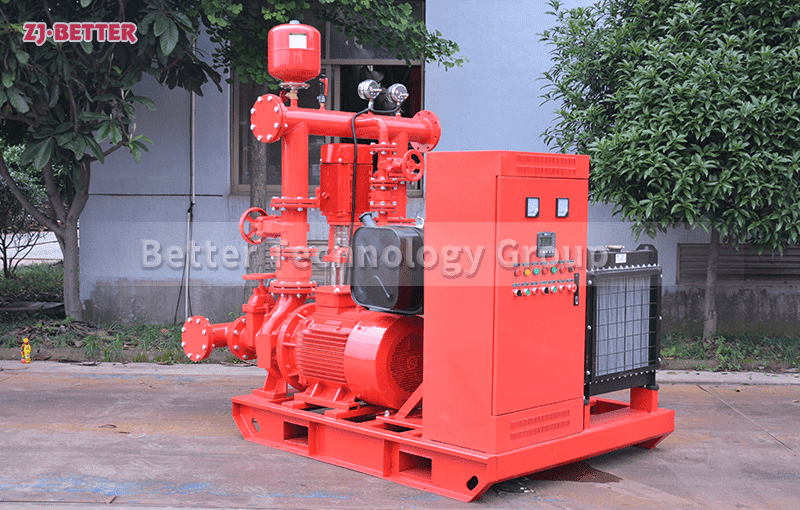
Pressure Maintenance Fire Pump for High Rise Buildings
The specialized pressure-stabilizing fire pump system for high-rise buildings integrates both the pressure-maintenance pump and the main pump into a single unit. It achieves precise pressure control and automatic start-stop functionality, providing a stable and efficient fire water supply solution suitable for fire protection systems in high-rise and complex structures.
Specialized pressure-stabilizing fire pumps for high-rise buildings—designed to ensure long-term, stable operation—constitute an indispensable component of modern urban fire protection systems. With the continuous proliferation of high-rise and super-high-rise structures, traditional fire water supply methods are increasingly unable to meet the dual demands for pressure stability and supply reliability inherent in complex piping networks. Consequently, the adoption of integrated fire pump systems—combining both pressure-stabilizing pumps and main pumps within a single unit—has emerged as a pivotal solution for enhancing overall fire suppression capabilities. By configuring a combination of vertical multi-stage pressure-stabilizing pumps and high-performance main pumps, this equipment achieves precise maintenance of network pressure alongside rapid response capabilities. Under normal operating conditions, the pressure-stabilizing pump maintains constant system pressure; however, in the event of a fire or a sudden drop in pressure, the main pump activates instantly to take over operations, thereby ensuring that the entire fire protection system delivers a stable water supply and meets fire suppression requirements across various operating scenarios. This system is widely deployed in high-rise residential complexes, commercial centers, office buildings, hospitals, hotels, and large-scale public facilities—proving particularly well-suited for locations characterized by complex piping networks and stringent pressure requirements. In terms of structural design, this fire pump unit employs a modular, integrated layout wherein key components—including the pressure-stabilizing pump, main pump, motor, control cabinet, and pressure tank—are logically arranged upon a unified base frame. This design not only ensures a compact footprint but also facilitates ease of transport and installation, thereby significantly reducing on-site construction timelines. Furthermore, the base frame is fabricated from high-strength steel, endowing the unit with superior resistance to seismic forces and structural deformation. Regarding operational capability, the equipment is designed to maintain stability during prolonged operation and within complex environments. In terms of core performance, the vertical multi-stage pressure-sustaining pump employs a multi-stage impeller structure; by utilizing a progressive pressurization method, it achieves a high-head output, enabling the system to maintain stable pressure even under low-flow conditions. This effectively prevents energy waste and equipment wear caused by the frequent starting and stopping of the main pump, thereby extending the main pump’s service life and reducing maintenance costs. The main pump itself typically features a high-efficiency centrifugal pump design, offering high-flow and high-head output capabilities; in the event of a fire, it can rapidly supply an ample water source to meet the water demands of various fire suppression devices, such as sprinkler systems and fire hydrant systems. Regarding the drive mechanism, the equipment is fitted with a highly efficient, energy-saving electric motor that boasts excellent heat dissipation and operational stability, allowing it to maintain high-efficiency output during prolonged periods of continuous operation. Furthermore, the motor features a high insulation class and superior temperature resistance, enabling it to adapt to operational requirements within complex environments. As for the control system, the fire pump unit is equipped with an intelligent control cabinet that integrates functions such as automatic start/stop, pressure monitoring, fault alarms, and multiple layers of protection. The system utilizes pressure sensors to monitor pressure fluctuations within the pipe network in real-time; when the pressure drops below a preset threshold, it automatically activates either the pressure-sustaining pump or the main pump, and automatically ceases operation once pressure is restored. This achieves fully automated management, thereby minimizing manual intervention and enhancing the system’s response speed. Additionally, the control system… The system also supports remote monitoring and data logging capabilities, allowing operations and maintenance personnel to monitor the real-time operating status of the equipment—including key parameters such as current, voltage, pressure, and operating hours—via a control interface. Should any anomalies occur—such as overload, phase loss, overvoltage, or insufficient water supply—the system will immediately trigger an alarm and execute protective measures to ensure the safe operation of the equipment. In terms of energy conservation, this constant-pressure fire pump system effectively reduces the start-up frequency of the main pump by intelligently configuring the operational logic between the jockey pump and the main pump. This allows the equipment to operate at low power consumption during non-fire conditions, thereby significantly reducing energy consumption. Furthermore, an optimized hydraulic design minimizes internal energy losses, resulting in a marked improvement in overall operational efficiency that aligns with modern architectural trends toward energy conservation and environmental protection. Regarding reliability, the system utilizes high-quality materials for the manufacture of critical components; for instance, the pump casing is constructed from corrosion-resistant cast iron or stainless steel, while the impeller undergoes dynamic balancing calibration to effectively mitigate vibration and noise, thereby enhancing operational stability. Additionally, critical sealing components feature a wear-resistant mechanical seal structure, offering superior sealing performance and an extended service life, which minimizes the risk of leakage and reduces maintenance frequency. In terms of adaptability, this fire pump unit can be flexibly configured to suit varying building heights and water demand requirements; parameters such as flow rate, head, and power output can all be customized to meet the specific needs of fire protection systems of diverse scales—whether for mid-to-high-rise buildings… Whether for standard buildings or super-high-rise projects, this equipment provides stable and reliable water supply solutions. In terms of installation and maintenance, the unit features a standardized interface design that facilitates rapid connection to existing fire protection piping networks; simultaneously, ample clearance is reserved for servicing, making routine maintenance and component replacement more convenient while reducing both the difficulty and cost of upkeep. In practical application, this pressurized fire pump system effectively mitigates the adverse effects of pressure fluctuations within the piping network—such as pipe vibration, equipment wear, and water hammer—thereby enhancing the overall stability and safety of the entire fire protection system. Furthermore, its rapid response capability ensures that an adequate water supply is delivered during the incipient stages of a fire, thereby gaining precious time for firefighting operations. Over the course of long-term operation, the equipment demonstrates exceptional stability and durability, maintaining reliable performance even under conditions of high-frequency usage or complex environmental factors, thus providing continuous assurance for building fire safety. Overall, this specialized pressurized fire pump for high-rise buildings not only offers advantages in terms of high efficiency and stability regarding technical performance but also demonstrates significant value in areas such as system integration, automated control, energy-efficient operation, and ease of maintenance; it stands as one of the indispensable and critical components within modern high-rise building fire water supply systems. Through continuous design optimization and technological upgrades, this product category is evolving toward greater intelligence, energy efficiency, and high reliability, offering users fire protection solutions that are safer, more efficient, and more economical.