High Efficiency Fire Pressure Stabilization Equipment for Reduced False Activation Risks
High-efficiency fire-fighting pressure stabilizing equipment effectively maintains the pressure stability of the fire-fighting pipeline network through automatic pressure replenishment, precise pressure control and intelligent monitoring technology, reducing the risk of accidental start of the main fire pump. It is widely used in high-rise buildings, industrial plants, commercial complexes and various fire-fighting water supply systems.
In modern building fire protection systems, stable and reliable pipeline pressure is a crucial foundation for ensuring the normal operation of fire protection facilities. Whether in high-rise buildings, commercial complexes, industrial plants, warehousing and logistics centers, or critical locations such as hospitals, schools, airports, and data centers, fire water supply systems must always maintain their design pressure to ensure immediate activation and provide sufficient firefighting water in the event of a fire. However, in actual operation, fire pipelines often experience pressure fluctuations due to factors such as temperature changes, minor leaks, valve seepage, pipeline vibration, and equipment aging. If pressure compensation is not performed in a timely manner, it will not only affect the reliability of the fire protection system but may also lead to frequent starts of the main fire pump, resulting in increased equipment wear, increased energy consumption, and even system malfunctions. High-efficiency fire pressure stabilizing equipment has been widely used in this context. Through automatic monitoring and precise pressure replenishment technology, it effectively maintains stable fire pipeline pressure, reduces the risk of malfunctions, and improves overall fire safety.
The core function of high-efficiency fire pressure stabilizing equipment is to maintain constant pressure in the fire pipeline network. When the fire protection system is in standby mode, pressure drops may occur within the pipeline network due to various objective factors. If the pressure drops below the set value, the system will automatically activate the pressure stabilizing equipment to replenish the pressure and quickly restore it to the normal range. Because the pressure stabilizing equipment adopts a low-flow, high-lift design, it can complete the pressure compensation task with extremely low energy consumption, thus maintaining stable system operation without the need to start a large main fire pump. This design effectively avoids malfunctions of the main fire pump due to pressure fluctuations, fundamentally reducing the risks associated with frequent equipment start-ups and shutdowns.
In large-scale building projects, fire protection systems cover a wide area, with long pipeline lengths, making pressure management more challenging. Traditional water supply methods often rely on the main pump to maintain system pressure, but this method is not only costly to operate but also prone to causing equipment to operate in unnecessary conditions for extended periods. High-efficiency fire protection pressure stabilizing equipment achieves real-time monitoring and rapid response to pipeline pressure through an independent pressure stabilization control module and an automatic pressure replenishment system. When the pressure drops slightly, the equipment can automatically start operation, accurately replenishing the lost pressure and preventing premature intervention of the main pump, thereby improving the overall operating efficiency of the fire protection water supply system.
The equipment employs advanced automatic control technology, enabling unattended operation. The control system continuously monitors pressure changes in the fire protection network and automatically adjusts its operating status based on preset parameters. When the pressure drops to the activation value, the pressure-stabilizing pump automatically starts; when the pressure returns to normal, the equipment automatically stops operating. The entire process requires no manual intervention, improving the system’s automation level and ensuring the fire protection system is always in optimal standby condition. For modern smart buildings, this automated management model effectively reduces maintenance workload and improves fire management efficiency.
High-efficiency fire protection pressure-stabilizing equipment has significant advantages in reducing the risk of accidental activation of the fire protection system. The main fire pump is designed to provide a large flow of fire-fighting water during a fire. Frequent starts due to minor leaks or environmental changes not only increase mechanical wear but may also shorten the equipment’s lifespan. Long-term frequent start-stop cycles can also cause problems such as motor overheating, bearing wear, and seal aging, increasing maintenance costs. The pressure-stabilizing equipment precisely compensates for pressure changes, keeping the main pump in standby mode, only activating when a fire actually occurs or the system requires a large flow of water, thus effectively protecting core fire protection equipment.
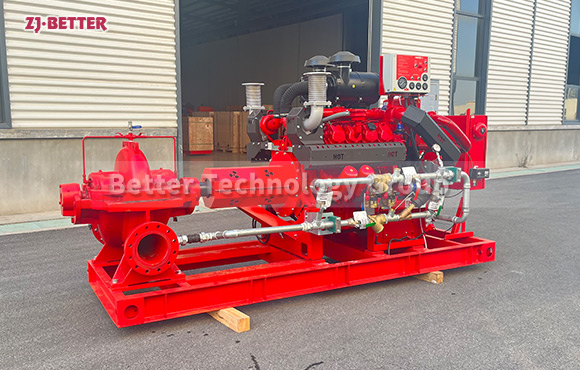
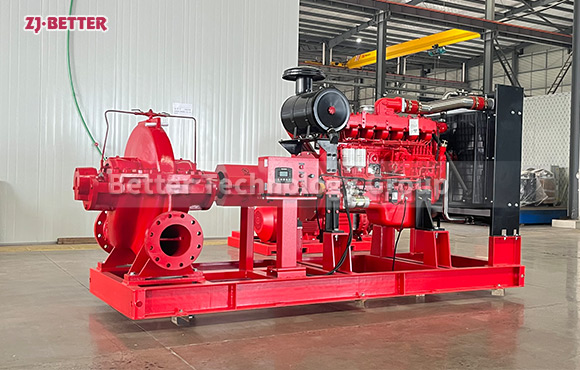
From a performance perspective, high-efficiency fire-fighting pressure stabilizing equipment typically employs high-lift centrifugal pumps or vertical multistage pump structures, possessing excellent pressure output capacity and operating efficiency. The equipment can provide stable pressure compensation under relatively low flow conditions, achieving rapid response and precise control. Simultaneously, optimized impeller design and flow channel structure reduce energy loss and improve hydraulic efficiency, enabling the equipment to maintain low energy consumption characteristics during long-term operation. This efficient operating mode meets modern building energy conservation requirements and also reduces user operating costs.
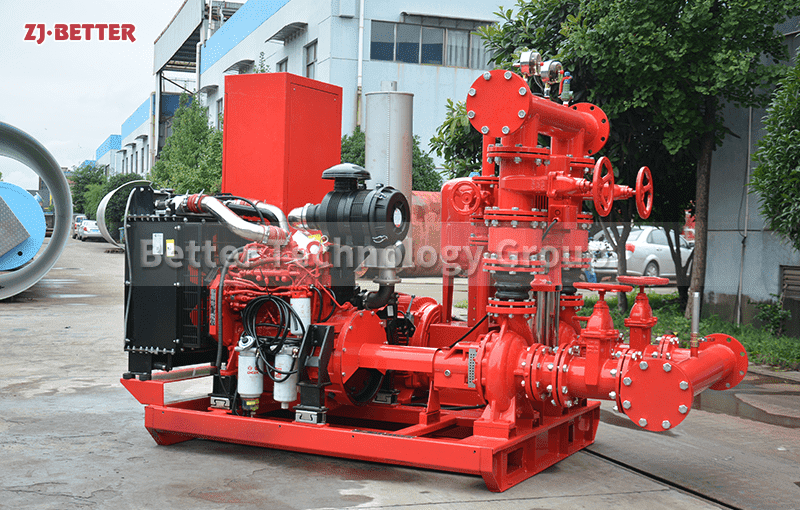
Reliability is one of the most important performance indicators for fire-fighting equipment. High-efficiency fire-fighting pressure stabilizing equipment adopts industrial-grade manufacturing standards, with key components undergoing rigorous quality testing and durability testing. The pump body is typically made of high-strength cast iron, stainless steel, or other corrosion-resistant materials, capable of withstanding long-term humid environments and complex operating conditions. The motor features a high-efficiency energy-saving design, possessing excellent heat dissipation performance and long-term continuous operation capability. The control system is equipped with multiple protection functions, including overload protection, phase loss protection, short circuit protection, overvoltage protection, and automatic alarm functions, ensuring safe and stable operation of the equipment under various conditions.
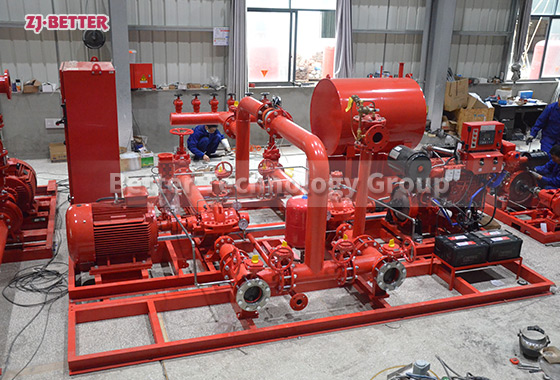
In modern fire protection engineering projects, the ease of installation and compatibility of the equipment are also highly valued. High-efficiency fire-fighting pressure-stabilizing equipment typically employs a modular design, integrating the pressure-stabilizing pump, pressure tank, control system, and related piping into a single unit for easy transportation, installation, and commissioning. The equipment is compatible with various fire-fighting water supply systems, including fire hydrant systems, automatic sprinkler systems, water mist systems, and foam extinguishing systems. Whether for new projects or renovations and upgrades of existing buildings, installation can be completed quickly and put into operation.
The pressure tank is a crucial component of the pressure-stabilizing equipment, storing a certain amount of pressurized water and buffering pressure fluctuations in the pipeline network. When slight pressure changes occur in the system, the pressure tank can prioritize releasing stored energy, reducing the number of times the pressure-stabilizing pump starts, thereby further reducing energy consumption and equipment wear. Simultaneously, the pressure tank can absorb water hammer effects, reducing pipeline vibration and impact pressure, and improving the overall operational stability of the fire-fighting system. Properly configuring the pressure tank capacity is of great significance for improving pressure stabilization effectiveness.
With the development of smart fire-fighting technology, high-efficiency fire-fighting pressure-stabilizing equipment is gradually achieving digital and intelligent upgrades. Modern equipment can be equipped with remote monitoring systems, enabling real-time uploading and remote management of operational data via network. Managers can monitor equipment operating status, pressure trends, alarm records, and maintenance information at any time, thereby improving equipment management and emergency response capabilities. Some systems also possess fault diagnosis and predictive maintenance functions, enabling early detection of potential problems and reducing equipment downtime risks.
In terms of application areas, high-efficiency fire-fighting pressure stabilizing equipment is widely used in high-rise residential buildings, commercial complexes, office buildings, hospitals, schools, airports, railway stations, industrial plants, petrochemical facilities, warehousing and logistics centers, and data centers. Especially in large-scale buildings and critical infrastructure projects, stable fire-fighting pipeline pressure directly affects the normal functioning of the fire protection system; therefore, pressure stabilizing equipment has become an indispensable component of modern fire-fighting water supply systems.
From a long-term operational perspective, high-efficiency fire-fighting pressure stabilizing equipment not only improves the reliability of the fire protection system but also helps users reduce energy consumption and maintenance costs. By reducing the number of false starts of the main fire pump, reducing equipment wear, optimizing water supply management, and improving automation levels, the equipment can significantly extend the service life of the entire fire protection system and improve return on investment. For users who prioritize safety management and operational efficiency, this equipment has become an important choice for modern fire protection engineering construction.
In the future, with the continuous expansion of building scale and the ongoing improvement of fire protection standards, high-efficiency fire-fighting pressure stabilizing equipment will be further upgraded in terms of intelligent control, energy-saving optimization, remote monitoring, and system integration. Through more precise pressure management, more efficient energy utilization, and more reliable automatic control capabilities, the equipment will continuously improve the operational quality of fire protection systems, reduce the risk of false activation, and provide safer, more efficient, and more reliable fire-fighting water supply for modern buildings and industrial facilities.